Welcome
Please confirm your preferences
Update Preferences
Product Suggestions
Product Family suggestions
Hi, User Name
Your Selected Account:
There is an issue with your account. Please contact customer support.
Sold To Account Change Account
Ship To Account Change Account
- Dashboard
- Manage Orders
- Manage Channels
- Address Book
Notifications
Mark all as read- Change Password
- My Profile
- Logout
Item(s) successfully added to cart
View Cart
View Cart
Item(s) successfully added to cart
View Cart
View Cart
Editing Solution
Adding Solution
Solution Name:{{SolutionName}}- Products
- /
- DUO-LOCK™ • HARVI™ III • Radiused • 6 Flutes • Metric
Product Similar To: [Product Name]
Sending to {{cadTool}} in progress...
Downloaded file will be available after import in the {{cadTool}} tool library.

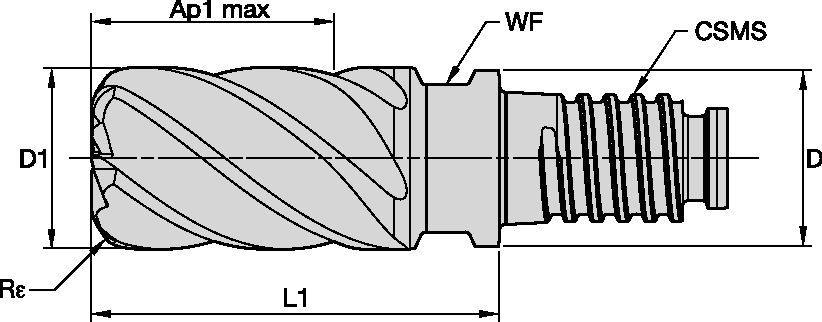
DUO-LOCK™ • HARVI™ III • Radiused • 6 Flutes • Metric
Modular End Milling • UJDV Style
Features and benefits
- Modular end mill for roughing and finishing in high temperature alloys.
- Centre cutting.
- Unequal flute spacing and variable helix configuration minimizes chatter and harmonics for smoother machining.
| Parmak freze toleransları | |
| D1 | Tolerans e8 |
| -0,032/-0,059 | |
| -0,040/-0,073 | |
| -0,050/-0,089 | |
HARVI III • UJDV • Unequal Flute Spacing • Roughing
| Malzeme grubu |  | Kısa | Orta | Uzun | Dik kenar frezeleme (A) için diş başına önerilen ilerleme (fz=mm/Diş). | ||||||||||||||
| A | Uygun adaptör | D1 | |||||||||||||||||
| KCSM15 | KCSM15 | KCSM15 | |||||||||||||||||
| Kesme hızı; | Kesme hızı; | Kesme hızı; | |||||||||||||||||
| ap | ae | Min. | Maks. | Min. | Maks. | Min. | Maks. | mm | 10,0 | 12,0 | 16,0 | 20,0 | 25,0 | 32,0 | |||||
| P | 4 | Ap maks | 0,4 x D | 90 | – | 150 | 81 | – | 135 | 81 | – | 135 | fz | 0,046 | 0,053 | 0,065 | 0,075 | 0,083 | 0,087 |
| 5 | Ap maks | 0,4 x D | 60 | – | 100 | 51 | – | 85 | 48 | – | 80 | fz | 0,041 | 0,048 | 0,059 | 0,069 | 0,077 | 0,084 | |
| M | 1 | Ap maks | 0,4 x D | 90 | – | 115 | 72 | – | 92 | 63 | – | 80,5 | fz | 0,051 | 0,060 | 0,074 | 0,086 | 0,097 | 0,105 |
| 2 | Ap maks | 0,4 x D | 60 | – | 80 | 48 | – | 64 | 42 | – | 56 | fz | 0,041 | 0,048 | 0,059 | 0,069 | 0,077 | 0,084 | |
| 3 | Ap maks | 0,4 x D | 60 | – | 70 | 48 | – | 56 | 42 | – | 49 | fz | 0,034 | 0,040 | 0,048 | 0,055 | 0,060 | 0,062 | |
| S | 1 | Ap maks | 0,4 x D | 50 | – | 90 | 40 | – | 72 | 30 | – | 54 | fz | 0,051 | 0,060 | 0,074 | 0,086 | 0,097 | 0,105 |
| 2 | Ap maks | 0,4 x D | 25 | – | 40 | 20 | – | 32 | 15 | – | 24 | fz | 0,027 | 0,032 | 0,039 | 0,046 | 0,052 | 0,057 | |
| 3 | Ap maks | 0,4 x D | 25 | – | 40 | 20 | – | 32 | 15 | – | 24 | fz | 0,027 | 0,032 | 0,039 | 0,046 | 0,052 | 0,057 | |
| 4 | Ap maks | 0,4 x D | 50 | – | 60 | 40 | – | 48 | 30 | – | 36 | fz | 0,038 | 0,044 | 0,055 | 0,063 | 0,071 | 0,077 | |
| H | 1 | Ap maks | 0,4 x D | 80 | – | 140 | 64 | – | 112 | 48 | – | 84 | fz | 0,046 | 0,053 | 0,065 | 0,075 | 0,083 | 0,087 |
| 2 | Ap maks | 0,4 x D | 70 | – | 120 | 56 | – | 96 | 42 | – | 72 | fz | 0,034 | 0,040 | 0,048 | 0,055 | 0,060 | 0,062 | |
| Malzeme grubu | | Kısa | Orta | Uzun | Dik kenar frezeleme (A) için diş başına önerilen ilerleme (fz=mm/Diş). | ||||||||||||||
| A | Uygun adaptör | D1 | |||||||||||||||||
| KCSM15 | KCSM15 | KCSM15 | |||||||||||||||||
| Kesme hızı; | Kesme hızı; | Kesme hızı; | |||||||||||||||||
| ap | ae | Min. | Maks. | Min. | Maks. | Min. | Maks. | mm | 10,0 | 12,0 | 16,0 | 20,0 | 25,0 | 32,0 | |||||
| P | 4 | Ap maks | 0,06 x D | 171 | – | 285 | 153,9 | – | 256,5 | 153,9 | – | 256,5 | fz | 0,046 | 0,053 | 0,065 | 0,075 | 0,083 | 0,087 |
| 5 | Ap maks | 0,06 x D | 114 | – | 190 | 96,9 | – | 161,5 | 91,2 | – | 152 | fz | 0,041 | 0,048 | 0,059 | 0,069 | 0,077 | 0,084 | |
| M | 1 | Ap maks | 0,06 x D | 171 | – | 218,5 | 136,8 | – | 174,8 | 119,2 | – | 152,95 | fz | 0,051 | 0,060 | 0,074 | 0,086 | 0,097 | 0,105 |
| 2 | Ap maks | 0,06 x D | 114 | – | 152 | 91,2 | – | 121,6 | 79,8 | – | 106,4 | fz | 0,041 | 0,048 | 0,059 | 0,069 | 0,077 | 0,084 | |
| 3 | Ap maks | 0,06 x D | 114 | – | 133 | 91,2 | – | 106,4 | 79,8 | – | 93,1 | fz | 0,034 | 0,040 | 0,048 | 0,055 | 0,060 | 0,062 | |
| S | 1 | Ap maks | 0,06 x D | 95 | – | 171 | 76 | – | 136,8 | 57 | – | 102,6 | fz | 0,051 | 0,060 | 0,074 | 0,086 | 0,097 | 0,105 |
| 2 | Ap maks | 0,06 x D | 47,5 | – | 76 | 38 | – | 60,8 | 28,5 | – | 45,6 | fz | 0,027 | 0,032 | 0,039 | 0,046 | 0,052 | 0,057 | |
| 3 | Ap maks | 0,06 x D | 47,5 | – | 76 | 38 | – | 60,8 | 28,5 | – | 45,6 | fz | 0,027 | 0,032 | 0,039 | 0,046 | 0,052 | 0,057 | |
| 4 | Ap maks | 0,06 x D | 95 | – | 114 | 76 | – | 91,2 | 57 | – | 68,4 | fz | 0,038 | 0,044 | 0,055 | 0,063 | 0,071 | 0,077 | |
| H | 1 | Ap maks | 0,06 x D | 152 | – | 266 | 121,8 | – | 212,8 | 91,2 | – | 159,6 | fz | 0,046 | 0,053 | 0,065 | 0,075 | 0,083 | 0,087 |
| 2 | Ap maks | 0,06 x D | 133 | – | 228 | 106,4 | – | 182,4 | 79,8 | – | 136,8 | fz | 0,034 | 0,040 | 0,048 | 0,055 | 0,060 | 0,062 | |
HARVI III • UJDV • Unequal Flute Spacing • Finishing
|  | ||||||||||||||||||
| Dik kenar frezeleme (A) | Kısa | Orta | Uzun | Dik kenar frezeleme (A) için diş başına önerilen ilerleme (fz=mm/Diş). | |||||||||||||||
| A | Uygun adaptör | D1 | |||||||||||||||||
| KCSM15 | KCSM15 | KCSM15 | |||||||||||||||||
| Kesme hızı; | Kesme hızı; | Kesme hızı; | |||||||||||||||||
| Malzeme grubu | ap | ae | Min. | Maks. | Min. | Maks. | Min. | Maks. | mm | 10,0 | 12,0 | 16,0 | 20,0 | 25,0 | 32,0 | ||||
| P | 4 | Ap maks | 0,06 x D | 171 | – | 285 | 153,9 | – | 256,5 | 153,9 | – | 256,5 | fz | 0,046 | 0,053 | 0,065 | 0,075 | 0,083 | 0,087 |
| 5 | Ap maks | 0,06 x D | 114 | – | 190 | 96.9 | – | 161,5 | 91,2 | – | 152 | fz | 0,041 | 0,048 | 0,059 | 0,069 | 0,077 | 0,084 | |
| M | 1 | Ap maks | 0,06 x D | 171 | – | 218,5 | 136,8 | – | 174,8 | 119,7 | – | 152,95 | fz | 0,051 | 0,060 | 0,074 | 0,086 | 0,097 | 0,105 |
| 2 | Ap maks | 0,06 x D | 114 | – | 152 | 91.2 | – | 121,6 | 79,8 | – | 106,4 | fz | 0,041 | 0,048 | 0,059 | 0,069 | 0,077 | 0,084 | |
| 3 | Ap maks | 0,06 x D | 114 | – | 133 | 91.2 | – | 106,4 | 79,8 | – | 93,1 | fz | 0,034 | 0,040 | 0,048 | 0,055 | 0,060 | 0,062 | |
| S | 1 | Ap maks | 0,06 x D | 95 | – | 171 | 76 | – | 136,8 | 57 | – | 102,6 | fz | 0,051 | 0,060 | 0,074 | 0,086 | 0,097 | 0,105 |
| 2 | Ap maks | 0,06 x D | 47,5 | – | 76 | 38 | – | 60,8 | 28,5 | – | 45,6 | fz | 0,027 | 0,032 | 0,039 | 0,046 | 0,052 | 0,057 | |
| 3 | Ap maks | 0,06 x D | 47,5 | – | 76 | 38 | – | 60.8 | 28,5 | – | 45,6 | fz | 0,027 | 0,032 | 0,039 | 0,046 | 0,052 | 0,057 | |
| 4 | Ap maks | 0,06 x D | 95 | – | 114 | 76 | – | 91.2 | 57 | – | 68,4 | fz | 0,038 | 0,044 | 0,055 | 0,063 | 0,071 | 0,077 | |
| H | 1 | Ap maks | 0,06 x D | 152 | – | 266 | 121,6 | – | 212,8 | 91,2 | – | 159,6 | fz | 0,046 | 0,053 | 0,065 | 0,075 | 0,083 | 0,087 |
| 2 | Ap maks | 0,06 x D | 133 | – | 228 | 106,4 | – | 182,4 | 79,8 | – | 136,8 | fz | 0,034 | 0,040 | 0,048 | 0,055 | 0,060 | 0,062 | |