
Wie finde ich schnell und einfach zu dem für meine Anwendung geeignetem VHM-Fräser?
Hauptsächlich unterscheidet man bei VHM-Fräsern zwischen unterschidlichen Arten des Hinterschliffs. Die herkömmliche Ausführung ist am weitesten verbreitet. Diese verbindet einen einfachen Hinterschliff mit einem weiteren Hinterschliff, der entweder gerade oder konkav ausgeführt wird. Der Freiwinkel wird dann über den ersten Hintereschliff gemessen. Der Schliff lässt sich relativ einfach nachschleifen und an den radialen Schneiden wie auch an den Stirnschneiden angewandt werden.
Die zweite Form des Hinterschliffs ist der radiale Hinterschliff. Bei dieser Form des Hinterschliffs gehen 2 radiale Freiwinkel ineinander über. Diese durchgehende radiale Hinterschliff sorgt für eine äußerst stabile Schneide. Die Form des radialen Hinterschliffs wird hauptsächlich für die raialen Hauptschneiden verwendet. So ist bei vielen Werkzegen mit radialem Hinterschliff (ER=eccentric relief) die axiale Geometrie mit einem herkömmlichen Hinterschliff in 2 Stufen ausgeführt.
Nachdem wir nun die technischen Unterschiede zwischen den beiden Arten des Schaftfräserdesigns kennen, stellt sich die Frage, welche Ausführung für Ihre Anwendung am besten geeignet ist. Die nachfolgende Übersicht zeigt, wann welche Art des Hinterschliffs für Ihre Anwendung am besten geeignet ist:
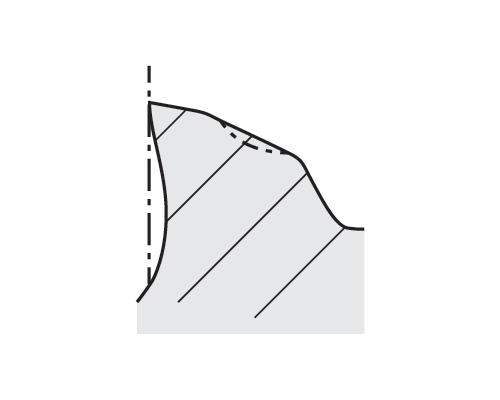 Primär-/Sekundärhinterschliff 5777 – kleinerer Keilwinkel und damit schärfere Schneiden für beste Scherwirkung. Kann bei geringen Zustellungen Material spanend abtragen und sehr gute Oberflächen erzeugen. Da hier der Keliwinkel kleiner ist, neigt diese Anschliffform eher zum Rattern. Auch die Neigung für Ausbrüche steigt, wenn Späne erneut durch den Fräser gezogen werden.
Primär-/Sekundärhinterschliff 5777 – kleinerer Keilwinkel und damit schärfere Schneiden für beste Scherwirkung. Kann bei geringen Zustellungen Material spanend abtragen und sehr gute Oberflächen erzeugen. Da hier der Keliwinkel kleiner ist, neigt diese Anschliffform eher zum Rattern. Auch die Neigung für Ausbrüche steigt, wenn Späne erneut durch den Fräser gezogen werden.
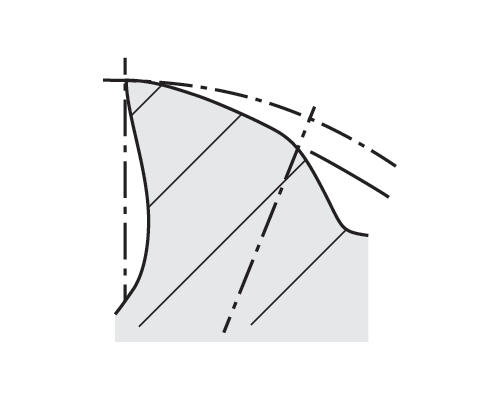 Radialer Hinterschliff 57NE – mit stabilisierten Schneidkanten. Kann höhere Vorschubgeschwindigkeiten verkraften. Braucht eine gewisse Spandicke und Vorschub, um eine entsprechende Funktionalität zu haben. Führt Hitze leicht in den Span ab. Sehr gute Leistung auch in Materialien mit höherer Festigkeit.
Radialer Hinterschliff 57NE – mit stabilisierten Schneidkanten. Kann höhere Vorschubgeschwindigkeiten verkraften. Braucht eine gewisse Spandicke und Vorschub, um eine entsprechende Funktionalität zu haben. Führt Hitze leicht in den Span ab. Sehr gute Leistung auch in Materialien mit höherer Festigkeit.
Der radiale Hinterschliff funktioniert bei den meisten Materialien sehr gut, aber es gibt immer noch gute Gründe, den Primär-/Sekundärhinterschliff zu verwenden. Der Primär-/Sekundärhinterschliff eignet sich für die Bearbeitung Materialien mit niedriger Festigkeit, bei geringen Schnitttiefen und bei der Bearbeitung dünnwandiger Teile, usw. Aus diesem Grund werden Produkte mit beiden Arten des Hinterschliffs angeboten, um die meisten Situationen abzudecken.