
VHSC • Cylindrical End Mills • Inch
Cylindrical End Mills • Inch
Features and benefits
- Productivity booster up to 525in3/min (8600cm3/min MRR at machining Aluminum components.
- Only one cutter body style to load insert with nose radii from .008" (0.2mm) up to .236" (6mm).
- Consistant axial gage length with insert nose radii from .008" (0.2mm) up to .236" (6mm).
- Best in class solution for thin-walled and stepping down machining.
Uses and application
Planfräsen
Spiralförmiges Interpolieren
Schräg-Eintauchfräsen Ins Volle
Zylinderschaft – ohne Spannfläche
Fräsen – Innere Kühlmittelzuführung
Auskammern
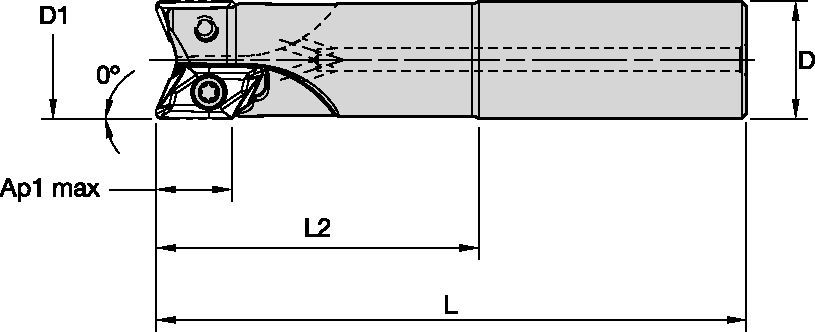
Inclined Square End Mill