Bienvenue
Veuillez confirmer vos préférences
Mettre à jour les préférences
Suggestions de produit
Product Family suggestions
Bonjour, User Name
Votre compte sélectionné :
Il y a un problème avec votre compte. Veuillez contacter le service client.
Compte Client
Modifier le compte
Compte de livraison
Modifier le compte
- Tableau de bord
- Gérer les commandes
- Gérer les canaux
- Carnet d’adresses
-
Notifications
Mark all as read - Modifier le mot de passe
- Mon profil
- Se déconnecter
Article(s)
ajoutées avec succès au panier
Voir le panier
Voir le panier
Article(s)
ajoutées avec succès au panier
Voir le panier
Voir le panier
Édition de la Solution
Ajout de Solution
Nom de la Solution: {{SolutionName}}- Produits
- /
- ALUFLASH • Series 3A09 • Square End • 3 Flute • Regular Length • Cylindrical Shank • Inch
Sending to SolidCAM in progress...
Downloaded file will be available after import in the SolidCAM tool library.

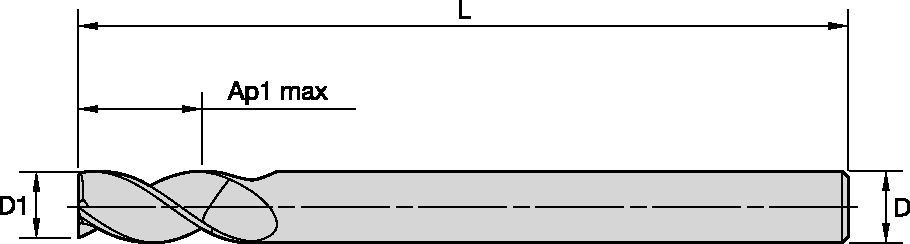
ALUFLASH • Series 3A09 • Square End • 3 Flute • Regular Length • Cylindrical Shank • Inch
ALUFLASH™ Series 3A09 • Square End • 3 Flute • Regular Length • Cylindrical Shank • Inch
Uses and application
Trochoidal Milling
Drilling
Fraisage hélicoïdal
Fraisage en plongée
Ramping : Ébauche
Rainurage : Bout plat
Fraisage de côté/avec épaulement : Bout plat
| Material
|
Helical Interpolation / Ramping 0° - 15° |  <="" td=""> <="" td=""> |  <="" td=""> <="" td=""> |  <="" td="" /> <="" td="" /> |
||||||||||||||
| UNCOATED | Recommended feed per tooth (fz = IPT) for helical interpolation and ramping
|
|||||||||||||||||
| Cutting Speed
|
Diameter
|
|||||||||||||||||
| Min | Start | Max | Fraction | 1/8 | 5/32 | 3/16 | 1/4 | 5/16 | 3/8 | 1/2 | 9/16 | 5/8 | 23/32 | 3/4 | 1 | |||
| Max Depth | Min | Start | Max | Decimals | .180-.180 | .180-.297 | .216-.356 | .288-.475 | .359-.594 | .431-.713 | .575-.950 | .633-1.047 | .719-1.188 | .814-1.346 | .863-1.425 | 1.150-1.900 | ||
| N | 1 | 1.25 x D1 | 1500 | 1800 | 6000 | IPT | .0009 | .0017 | .0022 | .0026 | .0035 | .0043 | .0052 | .0060 | .0069 | .0078 | .0087 | .0108 |
| 2 | 1.25 x D1 | 1500 | 1800 | 4500 | IPT | .0008 | .0016 | .0019 | .0023 | .0031 | .0039 | .0047 | .0054 | .0062 | .0070 | .0078 | .0097 | |
| 3 | 1.25 x D1 | 1500 | 1800 | 4500 | IPT | .0006 | .0012 | .0015 | .0018 | .0024 | .0030 | .0036 | .0042 | .0048 | .0054 | .0061 | .0076 | |
| 4 | 1.25 x D1 | 1200 | 1350 | 2250 | IPT | .0006 | .0012 | .0015 | .0018 | .0024 | .0030 | .0036 | .0042 | .0048 | .0054 | .0061 | .0076 | |
| 5 | 1.25 x D1 | 750 | 1200 | 3000 | IPT | .0008 | .0016 | .0020 | .0023 | .0031 | .0039 | .0047 | .0054 | .0062 | .0070 | .0078 | .0097 | |
| Material
|
Helical Interpolation / Ramping 15° - 30° | <="" td=""> | <="" td=""> | <="" td="" /> |
||||||||||||||
| UNCOATED | Recommended feed per tooth (fz = IPT) for helical interpolation and ramping
|
|||||||||||||||||
| Cutting Speed
|
Diameter
|
|||||||||||||||||
| Min | Start | Max | Fraction | 1/8 | 5/32 | 3/16 | 1/4 | 5/16 | 3/8 | 1/2 | 9/16 | 5/8 | 23/32 | 3/4 | 1 | |||
| Max Depth | Min | Start | Max | Decimals | .180-.180 | .180-.297 | .216-.356 | .288-.475 | .359-.594 | .431-.713 | .575-.950 | .633-1.047 | .719-1.188 | .814-1.346 | .863-1.425 | 1.150-1.900 | ||
| N | 1 | 1.25 x D1 | 1500 | 1800 | 4800 | IPT | .0006 | .0013 | .0016 | .0019 | .0026 | .0032 | .0039 | .0045 | .0052 | .0058 | .0065 | .0081 |
| 2 | 1.25 x D1 | 1500 | 1800 | 3600 | IPT | .0006 | .0012 | .0014 | .0018 | .0023 | .0029 | .0035 | .0041 | .0047 | .0053 | .0058 | .0073 | |
| 3 | 1.25 x D1 | 1500 | 1800 | 3600 | IPT | .0005 | .0009 | .0011 | .0014 | .0018 | .0023 | .0027 | .0032 | .0036 | .0041 | .0045 | .0057 | |
| 4 | 1.25 x D1 | 1200 | 1350 | 1800 | IPT | .0005 | .0009 | .0011 | .0014 | .0018 | .0023 | .0027 | .0032 | .0036 | .0041 | .0045 | .0057 | |
| 5 | 1.25 x D1 | 750 | 1200 | 2400 | IPT | .0006 | .0012 | .0015 | .0018 | .0023 | .0029 | .0035 | .0041 | .0047 | .0053 | .0058 | .0073 | |
| Material
|
Helical Interpolation / Ramping 30° - 45° | <="" td=""> | <="" td=""> | <="" td="" /> |
||||||||||||||
| UNCOATED | Recommended feed per tooth (fz = IPT) for helical interpolation and ramping
|
|||||||||||||||||
| Cutting Speed
|
Diameter
|
|||||||||||||||||
| Min | Start | Max | Fraction | 1/8 | 5/32 | 3/16 | 1/4 | 5/16 | 3/8 | 1/2 | 9/16 | 5/8 | 23/32 | 3/4 | 1 | |||
| Max Depth | Min | Start | Max | Decimals | .180-.180 | .180-.297 | .216-.356 | .288-.475 | .359-.594 | .431-.713 | .575-.950 | .633-1.047 | .719-1.188 | .814-1.346 | .863-1.425 | 1.150-1.900 | ||
| N | 1 | 1.25 x D1 | 1260 | 1500 | 2400 | IPT | .0005 | .0010 | .0013 | .0016 | .0021 | .0026 | .0031 | .0036 | .0042 | .0047 | .0052 | .0065 |
| 2 | 1.25 x D1 | 1260 | 1500 | 2400 | IPT | .0005 | .0009 | .0011 | .0014 | .0019 | .0023 | .0028 | .0033 | .0037 | .0042 | .0047 | .0058 | |
| 3 | 1.25 x D1 | 1260 | 1500 | 2400 | IPT | .0004 | .0007 | .0009 | .0011 | .0015 | .0018 | .0022 | .0025 | .0029 | .0033 | .0036 | .0045 | |
| 4 | 1.25 x D1 | 1020 | 1140 | 1350 | IPT | .0004 | .0007 | .0009 | .0011 | .0015 | .0018 | .0022 | .0025 | .0029 | .0033 | .0036 | .0045 | |
| 5 | 1.25 x D1 | 630 | 1020 | 1800 | IPT | .0005 | .0009 | .0012 | .0014 | .0019 | .0023 | .0028 | .0033 | .0037 | .0042 | .0047 | .0058 | |
| Material
|
 <="" td=""> <="" td=""> |  <="" td=""> <="" td=""> |  <="" td="" /> <="" td="" /> |
|||||||||||||||||
| Plunging/Drilling | UNCOATED | Recommended feed per revolution (fn =IPR) for plunging 2-flute end mills | ||||||||||||||||||
| Cutting Speed
|
D1
|
|||||||||||||||||||
| Max Depth | Applicable | Coolant | Min | Start | Max | Fraction | 1/8 | 5/32 | 3/16 | 1/4 | 5/16 | 3/8 | 1/2 | 9/16 | 5/8 | 23/32 | 3/4 | 1 | ||
| N | 1 | 1.5 x D | Required | 360 | 780 | 1200 | IPR | .0031 | .0047 | .0053 | .0059 | .0063 | .0079 | .0087 | .0093 | .0098 | .0104 | .0110 | .0118 | |
| 2 | 1.5 x D | Required | 360 | 750 | 840 | IPR | .0031 | .0047 | .0053 | .0059 | .0063 | .0079 | .0087 | .0093 | .0098 | .0104 | .0110 | .0118 | ||
| 3 | 1.5 x D | Required | 300 | 600 | 780 | IPR | .0031 | .0047 | .0053 | .0059 | .0063 | .0079 | .0087 | .0093 | .0098 | .0104 | .0110 | .0118 | ||
| 4 | 1 x D | Required | 180 | 450 | 780 | IPR | .0024 | .0031 | .0039 | .0047 | .0055 | .0063 | .0079 | .0083 | .0087 | .0093 | .0098 | .0110 | ||
| 5 | 1.5 x D | Required | 180 | 600 | 1200 | IPR | .0031 | .0047 | .0053 | .0059 | .0063 | .0079 | .0087 | .0093 | .0098 | .0104 | .0110 | .0118 | ||
| Material
|
<="" td=""> | <="" td=""> | <="" td="" /> |
|||||||||||||||||
| Plunging/Drilling | UNCOATED | Recommended feed per revolution (fn =IPR) for plunging 3-flute end mills | ||||||||||||||||||
| Cutting Speed
|
D1
|
|||||||||||||||||||
| Max Depth | Applicable | Coolant | Min | Start | Max | Fraction | 1/8 | 5/32 | 3/16 | 1/4 | 5/16 | 3/8 | 1/2 | 9/16 | 5/8 | 23/32 | 3/4 | 1 | ||
| N | 1 | 1,5 x D | Required | 360 | 780 | 1200 | IPR | .0022 | .0033 | .0037 | .0041 | .0044 | .0055 | .0061 | .0065 | .0069 | .0073 | .0077 | .0083 | |
| 2 | 1,5 x D | Required | 360 | 750 | 840 | IPR | .0022 | .0033 | .0037 | .0041 | .0044 | .0055 | .0061 | .0065 | .0069 | .0073 | .0077 | .0083 | ||
| 3 | 1,5 x D | Required | 300 | 600 | 780 | IPR | .0022 | .0033 | .0037 | .0041 | .0044 | .0055 | .0061 | .0065 | .0069 | .0073 | .0077 | .0083 | ||
| 4 | 1 x D | Required | 180 | 450 | 780 | IPR | .0017 | .0022 | .0028 | .0033 | .0039 | .0044 | .0055 | .0058 | .0061 | .0065 | .0069 | .0077 | ||
| 5 | 1,5 x D | Required | 180 | 600 | 1200 | IPR | .0022 | .0033 | .0037 | .0041 | .0044 | .0055 | .0061 | .0065 | .0069 | .0073 | .0077 | .0083 | ||
| Material
|
 <="" td=""> <="" td=""> |  <="" td=""> <="" td=""> | <="" td="" /> |
|||||||||||||||||
| Side Milling (A) and Slotting (B) | UNCOATED | Recommended feed per tooth (Fz = IPT) for side milling (A). For slotting (B), reduce Fz by 20%. | ||||||||||||||||||
| A | B | Cutting Speed
|
D1
|
|||||||||||||||||
| ap | ae | ap | Min | Start | Max | Fraction | 1/8 | 5/32 | 3/16 | 1/4 | 5/16 | 3/8 | 1/2 | 9/16 | 5/8 | 23/32 | 3/4 | 1 | ||
| N | 1 | Ap1 max | 0,5 x D1 | 1 x D | 1500 | 1800 | 6000 | IPT | .0009 | .0017 | .0022 | .0026 | .0035 | .0043 | .0052 | .0060 | .0069 | .0078 | .0087 | .0108 |
| 2 | Ap1 max | 0,5 x D1 | 1 x D | 1500 | 1800 | 4500 | IPT | .0008 | .0016 | .0019 | .0023 | .0031 | .0039 | .0047 | .0054 | .0062 | .0070 | .0078 | .0097 | |
| 3 | Ap1 max | 0,5 x D1 | 1 x D | 1500 | 1800 | 4500 | IPT | .0006 | .0012 | .0015 | .0018 | .0024 | .0030 | .0036 | .0042 | .0048 | .0054 | .0061 | .0076 | |
| 4 | Ap1 max | 0,5 x D1 | 1 x D | 1200 | 1350 | 2250 | IPT | .0006 | .0012 | .0015 | .0018 | .0024 | .0030 | .0036 | .0042 | .0048 | .0054 | .0061 | .0076 | |
| 5 | Ap1 max | 0,5 x D1 | 1 x D | 750 | 1200 | 3000 | IPT | .0008 | .0016 | .0020 | .0023 | .0031 | .0039 | .0047 | .0054 | .0062 | .0070 | .0078 | .0097 | |
| Material
|
<="" td=""> | <="" td=""> | <="" td="" /> |
|||||||||||||||||
| Side Milling (A) and Slotting (B) | UNCOATED | Recommended feed per tooth (Fz = IPT) for side milling (A). For slotting (B), reduce Fz by 20%. | ||||||||||||||||||
| A | B | Cutting Speed
|
D1
|
|||||||||||||||||
| ap | ae | ap | Min | Start | Max | Fraction | 1/8 | 5/32 | 3/16 | 1/4 | 5/16 | 3/8 | 1/2 | 9/16 | 5/8 | 23/32 | 3/4 | 1 | ||
| N | 1 | Ap1 max | 0,5 x D1 | 1 x D1 | 1500 | 1800 | 6000 | IPT | .0009 | .0017 | .0022 | .0026 | .0035 | .0043 | .0052 | .0060 | .0069 | .0078 | .0087 | .0108 |
| 2 | Ap1 max | 0,5 x D1 | 1 x D1 | 1500 | 1800 | 4500 | IPT | .0008 | .0016 | .0019 | .0023 | .0031 | .0039 | .0047 | .0054 | .0062 | .0070 | .0078 | .0097 | |
| 3 | Ap1 max | 0,5 x D1 | 1 x D1 | 1500 | 1800 | 4500 | IPT | .0006 | .0012 | .0015 | .0018 | .0024 | .0030 | .0036 | .0042 | .0048 | .0054 | .0061 | .0076 | |
| 4 | Ap1 max | 0,5 x D1 | 1 x D1 | 1200 | 1350 | 2250 | IPT | .0006 | .0012 | .0015 | .0018 | .0024 | .0030 | .0036 | .0042 | .0048 | .0054 | .0061 | .0076 | |
| 5 | Ap1 max | 0,5 x D1 | 1 x D1 | 750 | 1200 | 3000 | IPT | .0008 | .0016 | .0020 | .0023 | .0031 | .0039 | .0047 | .0054 | .0062 | .0070 | .0078 | .0097 | |