Bienvenue
Veuillez confirmer vos préférences
Mettre à jour les préférences
Suggestions de produit
Product Family suggestions
Bonjour, User Name
Votre compte sélectionné :
Il y a un problème avec votre compte. Veuillez contacter le service client.
Compte Client
Modifier le compte
Compte de livraison
Modifier le compte
- Tableau de bord
- Gérer les commandes
- Gérer les canaux
- Carnet d’adresses
-
Notifications
Mark all as read - Modifier le mot de passe
- Mon profil
- Se déconnecter
Article(s)
ajoutées avec succès au panier
Voir le panier
Voir le panier
Article(s)
ajoutées avec succès au panier
Voir le panier
Voir le panier
Édition de la Solution
Ajout de Solution
Nom de la Solution: {{SolutionName}}- Produits
- /
- TOP DRILL™ Modular X • 8 x D • Side Lock Shank • Inch
Sending to SolidCAM in progress...
Downloaded file will be available after import in the SolidCAM tool library.
TOP DRILL™ Modular X • 8 x D • Side Lock Shank • Inch
TDMX • 8 x D • Side Lock Shank • Inch
Features and benefits
- Flanged shank with a single flat for maximum rigidity
- Internal coolant channels
- Front clamping. No needs to disassemble the body from the tool holder to change the insert
- Highly engineered pocket seat design for high stability even in critical operations
Uses and application
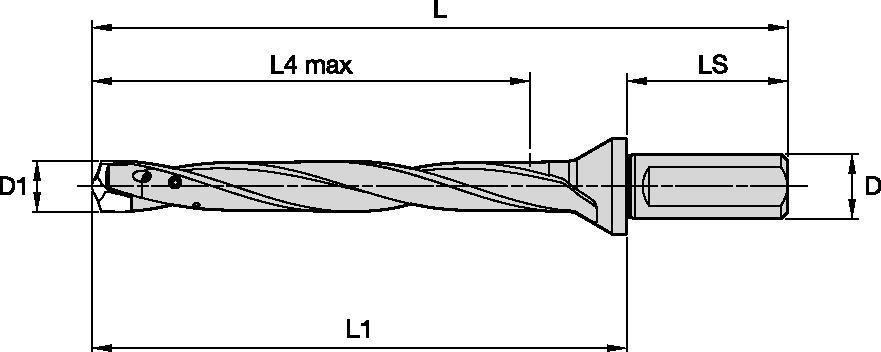
Shank - Cylindrical with Flat
Drilling
Drilling: Inclined Entry
Drilling: Inclined Exit
Drilling: Stacked Plates
Through Coolant: Radial: Drilling
38513
Drilling: Cross-Hole Drilling
| Metric | ||
| tolerance | ||
| Insert Type | TDMX….PK; MS; FP | TDMX…FPE |
| D1 | Tolerance k7 | Tolerance s7 |
| 16-18 | .+0,001/+0.019 | .+0.028/+0.046 |
| >18-30 | .+0,002/+0,023 | .+0,035/+0,056 |
| >30-40 | .+0,002/+0,027 | .+0,043/+0,068 |
| Inch | ||
| tolerance | ||
| Insert Type | TDMX….PK | |
 <="" td=""> <="" td=""> |  <="" td=""> <="" td=""> |  <="" td="" /> <="" td="" /> |
||||||||
| Cutting Speed
|
||||||||||
| Range
|
Recommended Feed Rate (f) by Diameter | |||||||||
| Material
|
Min | Starting Value | Max | Tool Diameter
|
16,0 | 20,0 | 25,0 | 32,0 | 40,0 | |
| P | 1 | 90 | 125 | 170 | mm/r | 0,19–0,45 | 0,25–0,48 | 0,25–0,52 | 0,28–0,57 | 0,29–0,60 |
| 2 | 105 | 140 | 180 | mm/r | 0,23–0,46 | 0,28–0,50 | 0,30–0,52 | 0,33–0,57 | 0,35–0,60 | |
| 3 | 50 | 75 | 100 | mm/r | 0,23–0,46 | 0,28–0,50 | 0,30–0,52 | 0,33–0,57 | 0,35–0,60 | |
| 4 | 50 | 75 | 100 | mm/r | 0,19–0,45 | 0,22–0,48 | 0,25–0,50 | 0,28–0,55 | 0,29–0,58 | |
| 5 | 50 | 65 | 80 | mm/r | 0,16–0,32 | 0,18–0,36 | 0,22–0,42 | 0,24–0,46 | 0,25–0,48 | |
| 6 | 50 | 65 | 80 | mm/r | 0,16–0,32 | 0,18–0,36 | 0,22–0,42 | 0,24–0,46 | 0,25–0,48 | |
| M | 1 | 40 | 80 | 110 | mm/r | 0,11–0,26 | 0,13–0,28 | 0,13–0,32 | 0,14–0,35 | 0,15–0,37 |
| 2 | 35 | 55 | 75 | mm/r | 0,11–0,26 | 0,13–0,28 | 0,13–0,32 | 0,14–0,35 | 0,15–0,37 | |
| 3 | 20 | 35 | 50 | mm/r | 0,11–0,26 | 0,13–0,28 | 0,13–0,32 | 0,14–0,35 | 0,15–0,37 | |
| K | 1 | 60 | 95 | 170 | mm/r | 0,25–0,48 | 0,28–0,52 | 0,32–0,56 | 0,35–0,62 | 0,37–0,65 |
| 2 | 60 | 75 | 90 | mm/r | 0,25–0,48 | 0,28–0,52 | 0,32–0,56 | 0,35–0,62 | 0,37–0,65 | |
| 3 | 40 | 65 | 90 | mm/r | 0,21–0,44 | 0,23–0,48 | 0,25–0,50 | 0,28–0,55 | 0,29–0,58 | |
Données d’application • MS(M) • WM15PD • Métrique
| Material
|
<="" td=""> | <="" td="" /> |
||||||||
| Cutting Speed
|
||||||||||
| Range
|
Recommended Feed Rate (f) by Diameter | |||||||||
| – | – | Min | Starting Value | Max | Tool Diameter
|
16,0 | 20,0 | 25,0 | 32,0 | 40,0 |
| M | 1 | 40 | 80 | 110 | mm/r | 0,11 – 0,26 | 0,13 – 0,28 | 0,13 – 0,32 | 0,14 – 0,35 | 0,15 – 0,37 |
| 2 | 35 | 55 | 75 | mm/r | 0,11 – 0,26 | 0,13 – 0,28 | 0,13 – 0,32 | 0,14 – 0,35 | 0,15 – 0,37 | |
| 3 | 20 | 35 | 50 | mm/r | 0,11 – 0,26 | 0,13 – 0,28 | 0,13 – 0,32 | 0,14 – 0,35 | 0,15 – 0,37 | |
| K | 1 | 90 | 135 | 175 | mm/r | 0,19 – 0,25 | 0,22 – 0,29 | 0,29 – 0,38 | 0,32 – 0,43 | 0,33 – 0,50 |
| 2 | 80 | 120 | 140 | mm/r | 0,19 – 0,25 | 0,22 – 0,29 | 0,29 – 0,38 | 0,32 – 0,43 | 0,33 – 0,50 | |
| 3 | 70 | 110 | 125 | mm/r | 0,18 – 0,26 | 0,21 – 0,29 | 0,23 – 0,37 | 0,25 – 0,42 | 0,27 – 0,46 | |
| N | 1 | 90 | 155 | 220 | mm/r | 0,25 – 0,50 | 0,28 – 0,56 | 0,32 – 0,63 | 0,32 – 0,70 | 0,32 – 0,70 |
| 2 | 90 | 155 | 220 | mm/r | 0,25 – 0,50 | 0,28 – 0,56 | 0,32 – 0,63 | 0,32 – 0,70 | 0,32 – 0,70 | |
| 3 | 80 | 120 | 160 | mm/r | 0,25 – 0,50 | 0,28 – 0,56 | 0,32 – 0,63 | 0,32 – 0,70 | 0,32 – 0,70 | |
| 4 | 90 | 155 | 220 | mm/r | 0,25 – 0,50 | 0,28 – 0,56 | 0,32 – 0,63 | 0,32 – 0,70 | 0,32 – 0,70 | |
| 5 | 160 | 200 | 240 | mm/r | 0,25 – 0,50 | 0,28 – 0,56 | 0,32 – 0,63 | 0,32 – 0,70 | 0,32 – 0,70 | |
| 6 | 160 | 200 | 240 | mm/r | 0,25 – 0,50 | 0,28 – 0,56 | 0,32 – 0,63 | 0,32 – 0,70 | 0,32 – 0,70 | |
| S | 1 | 20 | 40 | 60 | mm/r | 0,07 – 0,12 | 0,09 – 0,14 | 0,11 – 0,17 | 0,13 – 0,20 | 0,16 – 0,25 |
| 2 | 15 | 30 | 45 | mm/r | 0,07 – 0,12 | 0,09 – 0,14 | 0,11 – 0,17 | 0,13 – 0,20 | 0,16 – 0,25 | |
| 3 | 15 | 30 | 45 | mm/r | 0,07 – 0,12 | 0,09 – 0,14 | 0,11 – 0,17 | 0,13 – 0,20 | 0,16 – 0,25 | |
| 4 | 10 | 25 | 40 | mm/r | 0,07 – 0,12 | 0,13 – 0,20 | 0,16 – 0,25 | 0,18 – 0,28 | 0,21 – 0,31 | |
Application Data • MS(M) • WM15PD • Inch
| <="" td=""> | <="" td="" /> |
|||||||||
| Cutting Speed
|
||||||||||
| Range
|
Recommended Feed Rate (f) by Diameter | |||||||||
| Material
|
– | Min | Starting Value | Max | Tool Diameter
|
0.630 | 0.787 | 1.000 | 1.260 | 1.575 |
| M | 1 | 131 | 262 | 361 | IPR | .004 – .010 | .005 – .012 | .005 – .013 | .006 – .014 | .006 – .015 |
| 2 | 115 | 180 | 246 | IPR | .004 – .010 | .005 – .012 | .005 – .013 | .006 – .014 | .006 – .015 | |
| 3 | 66 | 115 | 164 | IPR | .004 – .010 | .005 – .012 | .005 – .013 | .006 – .014 | .006 – .015 | |
| K | 1 | 295 | 443 | 574 | IPR | .007 – .010 | .009 – .019 | .011 – .015 | .013 – .017 | .013 – .020 |
| 2 | 262 | 394 | 459 | IPR | .007 – .010 | .009 – .019 | .011 – .015 | .013 – .017 | .013 – .020 | |
| 3 | 230 | 361 | 410 | IPR | .007 – .010 | .009 – .019 | .009 – .015 | .010 – .017 | .011 – .020 | |
| N | 1 | 295 | 508 | 722 | IPR | .010 – .020 | .011 – .022 | .013 – .025 | .013 – .028 | .013 – .028 |
| 2 | 295 | 508 | 722 | IPR | .010 – .020 | .011 – .022 | .013 – .025 | .013 – .028 | .013 – .028 | |
| 3 | 262 | 394 | 525 | IPR | .010 – .020 | .011 – .022 | .013 – .025 | .013 – .028 | .013 – .028 | |
| 4 | 295 | 508 | 722 | IPR | .010 – .020 | .011 – .022 | .013 – .025 | .013 – .028 | .013 – .028 | |
| 5 | 525 | 656 | 787 | IPR | .010 – .020 | .011 – .022 | .013 – .025 | .013 – .028 | .013 – .028 | |
| 6 | 525 | 656 | 787 | IPR | .010 – .020 | .011 – .022 | .013 – .025 | .013 – .028 | .013 – .028 | |
| S | 1 | 66 | 131 | 197 | IPR | .003 – .005 | .004 – .006 | .004 – .007 | .005 – .008 | .006 – .010 |
| 2 | 49 | 98 | 148 | IPR | .003 – .005 | .004 – .006 | .004 – .007 | .005 – .008 | .006 – .010 | |
| 3 | 49 | 98 | 148 | IPR | .003 – .005 | .004 – .006 | .004 – .007 | .005 – .008 | .006 – .010 | |
| 4 | 33 | 82 | 131 | IPR | .003 – .005 | .005 – .008 | .006 – .010 | .007 – .011 | .008 – .012 | |