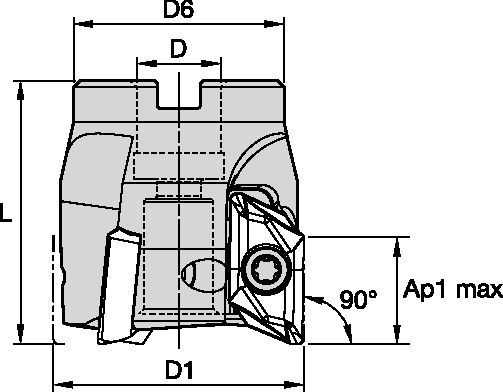
VHSC • Fraises 2 tailles • Métrique
Fraises 2 tailles • Métrique
Features and benefits
- Amplificateur de productivité jusqu’à 525in3/min (8600cm3/min ) MRR lors de l’usinage de composants en aluminium.
- Un seul style de corps de fraise pour charger des plaquettes avec des rayons de pointe de 0,008" (0,2 mm) à 0,236" (6 mm).
- Longueur de jauge axiale constante avec des rayons de pointe de plaquette de 0,008" (0,2 mm) à 0,236" (6 mm).
Uses and application
Surfaçage
Fraisage hélicoïdal
Ramping : Ébauche
Fraisage — Arrosage interne
Fraisage — 3 tailles
Usinage de poches
Inclined Square End Mill