Welcome
Please confirm your preferences
Update Preferences
Product Suggestions
Product Family suggestions
Hi, User Name
Your Selected Account:
There is an issue with your account. Please contact customer support.
Sold To Account Change Account
Ship To Account Change Account
- Dashboard
- Manage Orders
- Manage Channels
- Address Book
Notifications
Mark all as read- Change Password
- My Profile
- Logout
Item(s) successfully added to cart
View Cart
View Cart
Powerful tooling solutions on sale now. Shop Now
Item(s) successfully added to cart
View Cart
View Cart
Editing Solution
Adding Solution
Solution Name:{{SolutionName}}- Products
- /
- Solid End Milling
- /
- Multi-Purpose End Mills
- /
- GP
- /
- GP End Mills • Series 4004 4014 4024 • Square End • 4 Flute • Metric
Product Similar To: [Product Name]
Sending to {{cadTool}} in progress...
Downloaded file will be available after import in the {{cadTool}} tool library.

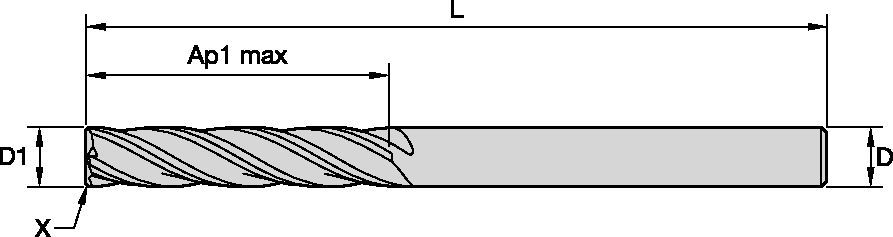
GP End Mills • Series 4004 4014 4024 • Square End • 4 Flute • Metric
Series 4004 4014 4024 • Metric
Features and benefits
- Center cutting.
- Chamfered and sharp corners.
- Standard items listed. Additional styles and coatings made-to-order.
Uses and application
100029627
Slotting: Square End
Corner Style: Corner Chamfer
Shank - Cylindrical Plain
Shank - Cylindrical Weldon
Side Milling/Shoulder Milling: Square End
Helix Angle: 30°
Tool Dimensions: Flute Configuration: 4
Application Data • 4004 4014 4024 Series • TiAlN • Metric
| Side Milling (A) and Slotting (B) | TiAlN | Recommended feed per tooth (fz = mm/th) for side milling (A). For slotting (B), reduce fz by 20%. | |||||||||||||||||||
| A | B | Cutting Speed | D1 | ||||||||||||||||||
| Material | ap | ae | ap | Min | Max | mm | 1,0 | 2,0 | 3,0 | 4,0 | 5,0 | 6,0 | 8,0 | 10,0 | 12,0 | 14,0 | 16,0 | 18,0 | 20,0 | ||
| P | 0 | Ap1 max | 0,1 x D | 0,5 x D | 150 | – | 200 | fz | 0,007 | 0,014 | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 |
| 1 | Ap1 max | 0,1 x D | 0,5 x D | 150 | – | 200 | fz | 0,007 | 0,014 | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 | |
| 2 | Ap1 max | 0,1 x D | 0,5 x D | 140 | – | 190 | fz | 0,007 | 0,014 | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 | |
| 3 | Ap1 max | 0,1 x D | 0,5 x D | 120 | – | 160 | fz | 0,006 | 0,011 | 0,017 | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 | |
| 4 | Ap1 max | 0,1 x D | 0,5 x D | 90 | – | 150 | fz | 0,005 | 0,010 | 0,016 | 0,021 | 0,027 | 0,033 | 0,045 | 0,054 | 0,062 | 0,070 | 0,077 | 0,083 | 0,088 | |
| M | 1 | Ap1 max | 0,1 x D | 0,5 x D | 90 | – | 115 | fz | 0,006 | 0,011 | 0,017 | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 |
| 2 | Ap1 max | 0,1 x D | 0,5 x D | 60 | – | 80 | fz | 0,005 | 0,009 | 0,014 | 0,019 | 0,024 | 0,029 | 0,040 | 0,048 | 0,056 | 0,063 | 0,070 | 0,076 | 0,081 | |
| K | 1 | Ap1 max | 0,1 x D | 0,5 x D | 120 | – | 150 | fz | 0,007 | 0,014 | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 |
| 2 | Ap1 max | 0,1 x D | 0,5 x D | 110 | – | 140 | fz | 0,006 | 0,011 | 0,017 | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 | |
Application Data • 4004 4014 4024 Series • Uncoated • Metric
 |  |  | ||||||||||||||||
| Side Milling (A) and Slotting (B) | Uncoated | Recommended feed per tooth (fz = mm/th) for side milling (A). For slotting (B), reduce fz by 20%. | ||||||||||||||||
| A | B | Cutting Speed | D1 | |||||||||||||||
| Material | ap | ae | ap | Min | Max | mm | 1,0 | 2,0 | 3,0 | 4,0 | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | ||
| P | 0 | Ap1 max | 0,1 x D | 0,5 x D | 120 | – | 160 | fz | 0,007 | 0,014 | 0,021 | 0,028 | 0,044 | 0,060 | 0,072 | 0,083 | 0,101 | 0,114 |
| 1 | Ap1 max | 0,1 x D | 0,5 x D | 120 | – | 160 | fz | 0,007 | 0,014 | 0,021 | 0,028 | 0,044 | 0,060 | 0,072 | 0,083 | 0,101 | 0,114 | |
| 2 | Ap1 max | 0,1 x D | 0,5 x D | 112 | – | 152 | fz | 0,007 | 0,014 | 0,021 | 0,028 | 0,044 | 0,060 | 0,072 | 0,083 | 0,101 | 0,114 | |
| N | 1 | Ap1 max | 0,1 x D | 0,5 x D | 400 | – | 1600 | fz | 0,010 | 0,020 | 0,030 | 0,040 | 0,060 | 0,080 | 0,100 | 0,120 | 0,160 | 0,200 |
| 2 | Ap1 max | 0,1 x D | 0,5 x D | 400 | – | 1200 | fz | 0,008 | 0,016 | 0,024 | 0,032 | 0,048 | 0,064 | 0,080 | 0,096 | 0,128 | 0,160 | |
| 4 | Ap1 max | 0,1 x D | 0,5 x D | 320 | – | 600 | fz | 0,007 | 0,014 | 0,021 | 0,028 | 0,042 | 0,056 | 0,070 | 0,084 | 0,112 | 0,140 | |
Series D014 2528 4014 4024 • TiAlN • GP 4-Flute
|  | ||||||||||||||||||
| Side Milling (A) | TiAlN | Recommended feed per tooth (fz = mm/th) for side milling (A). | |||||||||||||||||
| A | Cutting Speed | D1 | |||||||||||||||||
| Material | ap | ae | Min | Max | mm | 2,0 | 3,0 | 4,0 | 5,0 | 6,0 | 8,0 | 10,0 | 12,0 | 14,0 | 16,0 | 18,0 | 20,0 | ||
| P | 0 | Ap1 max | 0,1 x D | 150 | – | 200 | fz | 0,014 | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 |
| 1 | Ap1 max | 0,1 x D | 150 | – | 200 | fz | 0,014 | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 | |
| 2 | Ap1 max | 0,1 x D | 140 | – | 190 | fz | 0,014 | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 | |
| 3 | Ap1 max | 0,1 x D | 120 | – | 160 | fz | 0,011 | 0,017 | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 | |
| 4 | Ap1 max | 0,1 x D | 90 | – | 150 | fz | 0,010 | 0,016 | 0,021 | 0,027 | 0,033 | 0,045 | 0,054 | 0,062 | 0,070 | 0,077 | 0,083 | 0,088 | |
| M | 1 | Ap1 max | 0,1 x D | 90 | – | 115 | fz | 0,011 | 0,017 | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 |
| 2 | Ap1 max | 0,1 x D | 60 | – | 80 | fz | 0,009 | 0,014 | 0,019 | 0,024 | 0,029 | 0,040 | 0,048 | 0,056 | 0,063 | 0,070 | 0,076 | 0,081 | |
| K | 1 | Ap1 max | 0,1 x D | 120 | – | 150 | fz | 0,014 | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 |
| 2 | Ap1 max | 0,1 x D | 110 | – | 140 | fz | 0,011 | 0,017 | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 | |
Series D014 2528 4014 4024 • Uncoated • GP 4-Flute
| | ||||||||||||||
| Side Milling (A) | Uncoated | Recommended feed per tooth (fz = mm/th) for side milling (A). | |||||||||||||
| A | Cutting Speed | D1 | |||||||||||||
| Material | ap | ae | Min | Max | mm | 3,0 | 4,0 | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | ||
| P | 0 | Ap1 max | 0,1 x D | 120 | – | 160 | fz | 0,021 | 0,028 | 0,044 | 0,060 | 0,072 | 0,083 | 0,101 | 0,114 |
| 1 | Ap1 max | 0,1 x D | 120 | – | 160 | fz | 0,021 | 0,028 | 0,044 | 0,060 | 0,072 | 0,083 | 0,101 | 0,114 | |
| 2 | Ap1 max | 0,1 x D | 112 | – | 152 | fz | 0,021 | 0,028 | 0,044 | 0,060 | 0,072 | 0,083 | 0,101 | 0,114 | |
| N | 1 | Ap1 max | 0,1 x D | 400 | – | 1600 | fz | 0,030 | 0,040 | 0,060 | 0,080 | 0,100 | 0,120 | 0,160 | 0,200 |
| 2 | Ap1 max | 0,1 x D | 400 | – | 1200 | fz | 0,024 | 0,032 | 0,048 | 0,064 | 0,080 | 0,096 | 0,128 | 0,160 | |
| 4 | Ap1 max | 0,1 x D | 320 | – | 600 | fz | 0,021 | 0,028 | 0,042 | 0,056 | 0,070 | 0,084 | 0,112 | 0,140 | |