
Jak wybrać najlepsze rozwiązanie do obróbki frezami monolitycznymi z węglika spiekanego
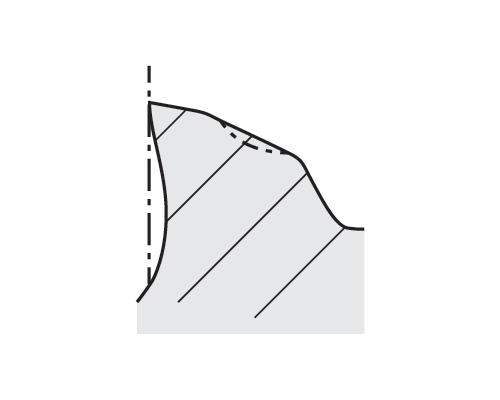
Czy wiesz, że obecnie na rynku dostępne są dwie główne konstrukcje frezów czołowych? Pierwszą z nich jest najczęściej stosowana konstrukcja „konwencjonalna”. Ma ona podstawowy kąt przyłożenia z dodatkową powierzchnią przyłożenia, która jest spłaszczona lub wklęsła. Kąt powierzchni przyłożenia jest mierzony nad wierzchołkami przy przejściach kątowych. Powierzchnię przyłożenia można łatwo ponownie szlifować i stosować zarówno do obróbki osiowej, jak i promieniowej.
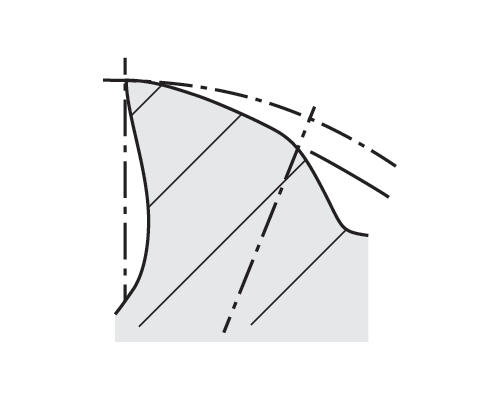
Drugie rozwiązanie to konstrukcja „z całkowitym zatoczeniem”. Konstrukcja freza czołowego z całkowitym zatoczeniem powierzchni przyłożenia łączy główne i dodatkowe zatoczenie w jeden ciągły spadek. Stały nieprzerwany spadek stanowi gwarancję uzyskania najmocniejszej krawędzi skrawającej. Jednak szlifowanie mimośrodowe jest głównie stosowane dla promieniowej powierzchni przyłożenia. Tak więc na wielu frezach ze szlifem ER nadal zobaczysz na powierzchni natarcia freza główną i dodatkową powierzchnią przyłożenia.
Teraz, gdy już rozumiemy różnice techniczne pomiędzy dwoma stylami frezów trzpieniowych, kolejnym pytaniem jest to, która konstrukcja najlepiej sprawdzi się w Twoim następnym zastosowaniu. Poniższy wykres pokazuje, jakie konstrukcje prawdopodobnie będą najlepiej pasować do danego zastosowania:
 Główne/dodatkowe cieńsze i ostrzejsze krawędzie skrawające 5V0C zapewniają najlepsze właściwości tnące. Nadaje się do obróbki na małych głębokościach skrawania i zapewnia bardzo dokładne wykończenie. Ze względu na swoją ostrość może być podatny na karbowanie powierzchni. Jest bardziej podatny na wykruszanie podczas ponownego cięcia wiórów.
Główne/dodatkowe cieńsze i ostrzejsze krawędzie skrawające 5V0C zapewniają najlepsze właściwości tnące. Nadaje się do obróbki na małych głębokościach skrawania i zapewnia bardzo dokładne wykończenie. Ze względu na swoją ostrość może być podatny na karbowanie powierzchni. Jest bardziej podatny na wykruszanie podczas ponownego cięcia wiórów.
 Mocne krawędzie skrawające 5V0C z całkowitym zatoczeniem powierzchni przyłożenia. Dedykowany do wyższych wartości posuwu. Musi zebrać trochę materiału, aby działać prawidłowo. Łatwo przenosi ciepło do wióra. Doskonale sprawdza się podczas obróbki twardszych materiałów.
Mocne krawędzie skrawające 5V0C z całkowitym zatoczeniem powierzchni przyłożenia. Dedykowany do wyższych wartości posuwu. Musi zebrać trochę materiału, aby działać prawidłowo. Łatwo przenosi ciepło do wióra. Doskonale sprawdza się podczas obróbki twardszych materiałów.
Frezy czołowe z całkowitym zatoczeniem powierzchni przyłożenia nadają się do obróbki większości materiałów, ale nadal istnieje ważny powód, dla którego warto stosować też frezy z główną i dodatkową powierzchnią przyłożenia. Główna i dodatkowa powierzchnia przyłożenia umożliwia skrawanie bardziej miękkich materiałów, uzyskiwanie małych głębokości skrawania, obróbkę części o cienkich ściankach itp. Z tego powodu we frezach wciąż stosuje się kombinację dwóch dostępnych konstrukcji frezów, aby można było poradzić sobie w większości sytuacji.