Redução da espessura de cavacos para maiores taxas de remoção de material em usinagem CNC
No competitivo mercado atual de componentes usinados, as empresas que buscam extrair o máximo das máquinas CNC existentes procuram constantemente maneiras de aumentar as taxas de remoção de material (MRR), ou seja, remover mais metal em menos tempo. Uma das melhores maneiras de aumentar as taxas de remoção de material (MRR) é através das velocidades do fuso e taxas de avanço mais agressivas. Para conseguir isso, é preciso mais do que simplesmente aumentar os parâmetros no programa CNC - deve-se levar em conta a formação de cavacos. Criar cavacos adequados e tirá-los do caminho da ferramenta de corte é fundamental para usinagem mais rápida.
Neste post, examinamos o conceito de redução de espessura de cavacos em aplicações de fresamento CNC e seu impacto em permitir taxas de avanço maiores em aplicações de usinagem.
Este diagrama abaixo mostra o impacto da largura de corte radial e seu efeito na espessura do cavaco. Quando o WOC radial é 40 por cento ou menos, a espessura média do cavaco é reduzida, e a taxa de avanço deve ser aumentada para compensar.
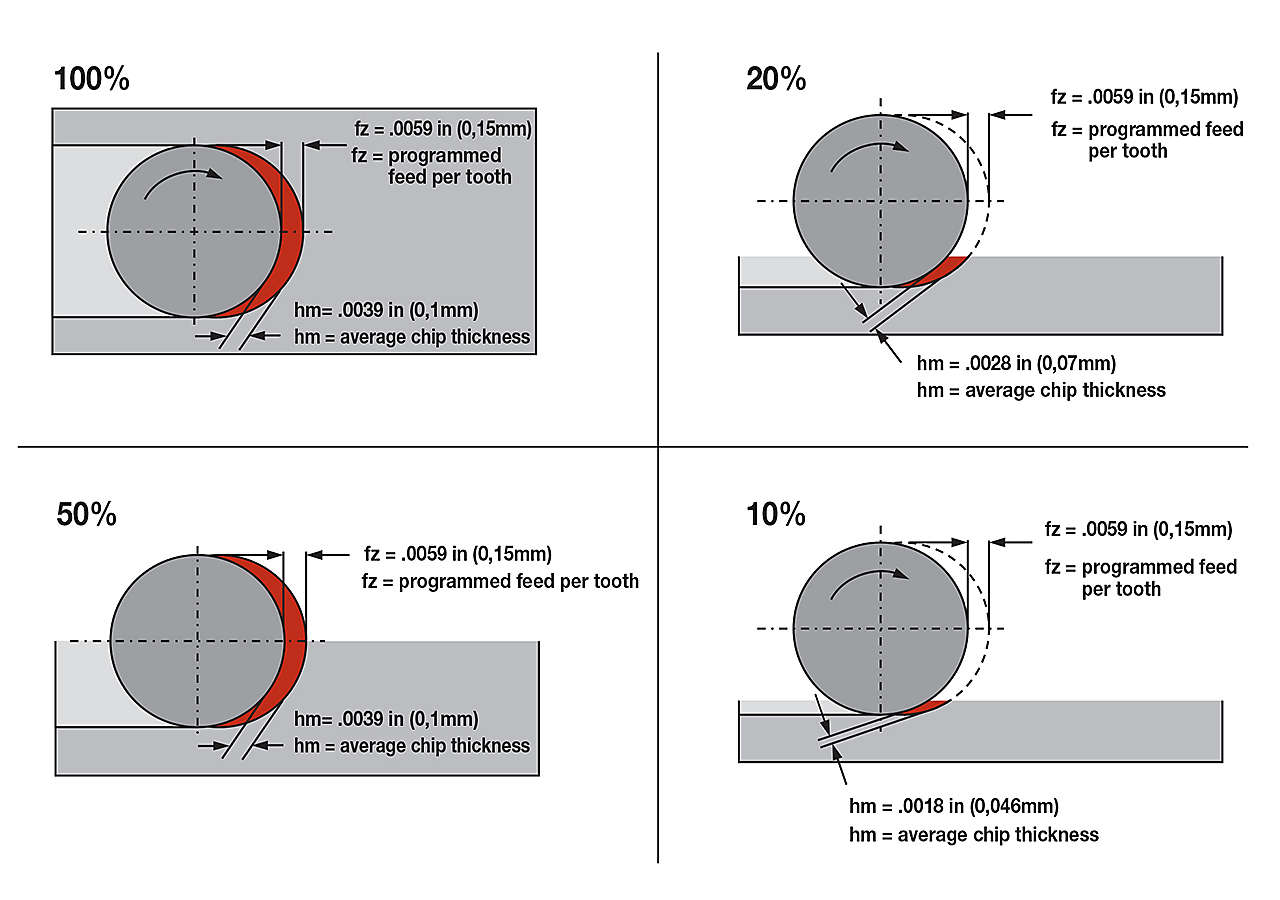
No canto superior esquerdo, você pode ver uma passagem na largura total, que é 100% de engajamento. Conforme a fresa gira no sentido horário, a aresta de corte entra no corte a uma carga de cavacos de 0,000. À medida que avança pela rotação, a carga de cavacos aumenta para a carga de cavacos programada (Fz) até passar pelo centro. Essa parte da passagem completa é conhecida como fresamento discordante. Como o cavaco é muito leve no início, mais calor é gerado, o que pode danificar o metal duro. À medida que a aresta de corte se move além da linha central, a carga de cavacos diminui do Fz programado, progressivamente de volta até 0,000. Essa parte da passagem completa é conhecida como fresamento concordante. Neste movimento, o cavaco começa em seu máximo e diminui, o que gera menos calor, melhores acabamentos e maior vida útil da ferramenta. Como o fresamento concordante é o método preferido de fresamento, uma relação de 2/3 é recomendada entre o diâmetro da fresa e a largura de corte. Isso garante um engajamento de corte concordante. No entanto, às vezes a largura é menor do que a recomendação de 2/3. Em geral, a compensação da taxa de avanço não é necessária até que você chegue a 40% ou menos. A carga média de cavacos, hm, é usada geralmente quando as larguras de corte variam, portanto, o máximo não é excedido. No caso acima, observe que a espessura média do cavaco é 0,0042 e o avanço programado é 0,006.
No canto inferior esquerdo, a 50% de engajamento, a espessura média do cavaco (hm) ainda é de 0,0042 e o avanço programado é de 0,006. Nenhuma compensação é necessária, embora observemos que agora estamos em movimento de corte concordante. Isso é desejável para fresamento.
No canto superior direito, com 20% de engajamento, grandes mudanças começam a acontecer com a espessura média do cavaco (hm). Em uma carga de cavacos programada (Fz) de 0,006, a carga de cavacos real é de 0,0026, que pode estar abaixo da faixa recomendada para a aresta de corte (perfil, preparação da aresta, etc.). Para manter a carga média de cavacos de 0,0042, a carga de cavacos programada (Fz) deve ser aumentada para 0,0093.
Por último, no canto inferior direito, o engajamento radial agora é de 10%. A carga de cavacos real é de 0,0018, que pode estar abaixo da faixa recomendada para a aresta de corte. Essa baixa carga de cavacos causa geração excessiva de calor e pode causar falha prematura na aresta de corte. Para manter a carga média de cavacos (hm) de 0,0042, o avanço programado por dente deve ser aumentado para 0,0132.
Reconhecer essas mudanças, com base na porcentagem de largura radial, pode aumentar a vida útil da ferramenta e as taxas de produção. Para encontrar a porcentagem radial de engajamento, use ae/D1 (WOC/diâmetro da fresa).
Exemplo – 0,05/1,000 = 5%
Exemplo – 0,50/2,000 = 25%
Estes exemplos mostram como a redução de espessura do cavaco é importante, como quando feito corretamente, permite maiores taxas de avanço. Se uma carga de cavacos for muito baixa, a aresta de corte pode gerar calor excessivo que pode danificar o metal duro e reduzir a vida útil da ferramenta. O excesso de calor pode ter outros efeitos, como o endurecimento de certos materiais.