Welcome
Please confirm your preferences
Update Preferences
Предложения по продукции
Product Family suggestions
WIDIA At Your Service
Customer Support
Find contact details to customer support centers around the globe.
Hi, User Name
Your Selected Account:
There is an issue with your account. Please contact customer support.
Sold To Account
Change Account
Ship To Account
Change Account
- Dashboard
- Manage Orders
- Manage Channels
- Address Book
-
Уведомления
Отметить все как прочитанные - Change Password
- My Profile
- Logout
Позиции
успешно добавлено в корзину
View Cart
View Cart
WIDIA At Your Service
Customer Support
Find contact details to customer support centers around the globe.
Позиции
успешно добавлено в корзину
View Cart
View Cart
Editing Solution
Adding Solution
Solution Name: {{SolutionName}}- Продукция
- /
- VXF™-07 • Cylindrical End Mills • Inch
Sending to SolidCAM in progress...
Downloaded file will be available after import in the SolidCAM tool library.

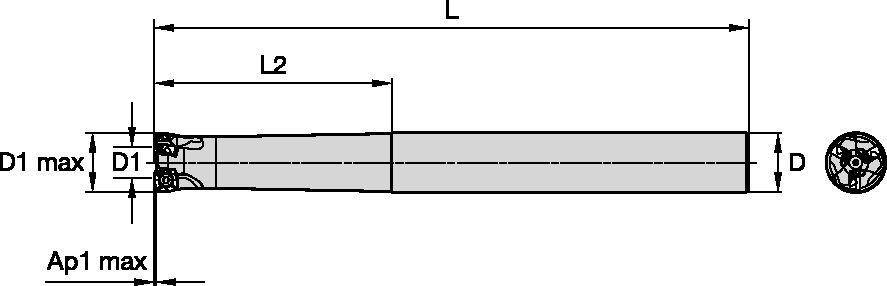
VXF™-07 • Cylindrical End Mills • Inch
Cylindrical End Mills • Inch
Использование и область применения
100018357
Spiral Circular
Helical Milling
Ramping: Blank
Shank - Cylindrical Plain
Counter Boring
Pocketing
Plunge Milling
Inclined Square End Mill
Рекомендации по выбору пластин
| Light
|
General
|
Heavy
|
||||
| Material
|
Geometry | Grade | Geometry | Grade | Geometry | Grade |
| P1–P2 | XPPT-MM | WP25PM | XPPT-MM | WS40PM | XPPW-MH | WP40PM |
| P3–P4 | XPPT-MM | WP25PM | XPPT-MM | WS40PM | XPPW-MH | WP40PM |
| P5–P6 | XPPT-MM | WP25PM | XPPT-MM | WS40PM | XPPW-MH | WP40PM |
| M1–M2 | XPPT-MM | WS40PM | XPPT-MM | WS40PM | XPPW-MH | WP40PM |
| M3 | XPPT-MM | WS40PM | XPPT-MM | WS40PM | XPPW-MH | WP40PM |
| K1–K2 | XPPW-MH | WU10PM | XPPW-MH | WU10PM | XPPW-MH | WU10PM |
| K3 | XPPW-MH | WU10PM | XPPW-MH | WU10PM | XPPW-MH | WU10PM |
| S1–S2 | XPPT-MM | WP25PM | XPPT-MM | WS40PM | – | – |
| S3 | XPPT-MM | WS40PM | XPPT-MM | WS40PM | – | – |
| S4 | XPPT-MM | WS40PM | XPPT-MM | WS40PM | – | – |
| H1 | XPPW-MH | WU10PM | XPPW-MH | WU10PM | – | – |
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | Insert Geometry | ||||||||||||||
| 5 % | 10 % | 20 % | 30 % | 40–100 % | ||||||||||||
| .E..MM | 0,46 | 1,32 | 2,43 | 0,32 | 0,89 | 1,53 | 0,24 | 0,65 | 1,09 | 0,21 | 0,56 | 0,94 | 0,19 | 0,52 | 0,85 | .E..MM |
| .S..MH | 0,84 | 1,84 | 3,12 | 0,59 | 1,21 | 1,85 | 0,43 | 0,87 | 1,30 | 0,38 | 0,75 | 1,12 | 0,34 | 0,69 | 1,02 | .S..MH |
| Light
|
General
|
Heavy
|
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | Insert Geometry | ||||||||||||||
| 5 % | 10 % | 20 % | 30 % | 40–100 % | ||||||||||||
| .E..MM | 0,42 | 1,21 | 2,20 | 0,30 | 0,83 | 1,41 | 0,22 | 0,60 | 1,01 | 0,19 | 0,52 | 0,87 | 0,18 | 0,48 | 0,79 | .E..MM |
| .S..MH | 0,78 | 1,68 | 2,79 | 0,55 | 1,12 | 1,71 | 0,40 | 0,81 | 1,21 | 0,35 | 0,70 | 1,04 | 0,32 | 0,64 | 0,94 | .S..MH |
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | Insert Geometry | ||||||||||||||
| 5% | 10% | 20% | 30% | 40–100% | ||||||||||||
| .E..MM | 0,37 | 1,06 | 1,89 | 0,27 | 0,73 | 1,24 | 0,20 | 0,53 | 0,89 | 0,17 | 0,46 | 0,77 | 0,16 | 0,42 | 0,70 | .E..MM |
| .S..MH | 0,68 | 1,46 | 2,35 | 0,48 | 0,98 | 1,49 | 0,36 | 0,71 | 1,07 | 0,31 | 0,62 | 0,92 | 0,28 | 0,56 | 0,84 | .S..MH |
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | Insert Geometry | ||||||||||||||
| 5% | 10% | 20% | 30% | 40–100% | ||||||||||||
| .E..MM | .020 | .058 | .109 | .014 | .039 | .067 | .010 | .028 | .047 | .009 | .025 | .041 | .008 | .022 | .037 | .E..MM |
| .S..MH | .036 | .080 | .141 | .025 | .052 | .080 | .019 | .037 | .056 | .016 | .032 | .048 | .015 | .029 | .043 | .S..MH |
| Light
|
General
|
Heavy
|
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | Insert Geometry | ||||||||||||||
| 5% | 10% | 20% | 30% | 40–100% | ||||||||||||
| .E..MM | .018 | .051 | .094 | .013 | .035 | .059 | .009 | .025 | .042 | .008 | .022 | .037 | .007 | .020 | .033 | .E..MM |
| .S..MH | .032 | .070 | .118 | .023 | .046 | .071 | .017 | .033 | .050 | .014 | .029 | .043 | .013 | .026 | .039 | .S..MH |
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | Insert Geometry | ||||||||||||||
| 5% | 10% | 20% | 30% | 40–100% | ||||||||||||
| .E..MM | .015 | .043 | .076 | .011 | .029 | .050 | .008 | .022 | .036 | .007 | .019 | .031 | .006 | .017 | .028 | .E..MM |
| .S..MH | .027 | .058 | .093 | .019 | .039 | .059 | .014 | .028 | .042 | .012 | .024 | .036 | .011 | .022 | .033 | .S..MH |
Рекомендуемые начальные значения скоростей резания [м/мин] *
| Material Group | WP25PM | WP40PM | WS40PM | WU10PM | |||||||||
| P | 1 | 395 | 340 | 325 | 355 | 310 | 295 | – | – | – | – | – | – |
| 2 | 330 | 290 | 240 | 300 | 260 | 215 | – | – | – | – | – | – | |
| 3 | 305 | 260 | 210 | 275 | 235 | 190 | – | – | – | – | – | – | |
| 4 | 270 | 220 | 180 | 245 | 205 | 160 | – | – | – | – | – | – | |
| 5 | 220 | 205 | 180 | 205 | 185 | 160 | 205 | 175 | 145 | – | – | – | |
| 6 | 200 | 150 | 120 | 180 | 140 | 110 | 180 | 130 | 95 | – | – | – | |
| M | 1 | 245 | 215 | 200 | 235 | 205 | 185 | 250 | 205 | 170 | – | – | – |
| 2 | 220 | 190 | 155 | 210 | 180 | 150 | 215 | 175 | 145 | – | – | – | |
| 3 | 170 | 145 | 115 | 155 | 140 | 110 | 175 | 130 | 100 | – | – | – | |
| K | 1 | 275 | 245 | 220 | – | – | – | – | – | – | 355 | 320 | 290 |
| 2 | 215 | 190 | 180 | – | – | – | – | – | – | 275 | 245 | 230 | |
| 3 | 180 | 160 | 145 | – | – | – | – | – | – | 235 | 210 | 190 | |
| S | 1 | 50 | 40 | 30 | 50 | 40 | 35 | 50 | 40 | 30 | – | – | – |
| 2 | 50 | 40 | 30 | 50 | 40 | 35 | 50 | 40 | 30 | – | – | – | |
| 3 | 60 | 50 | 30 | 60 | 50 | 35 | 60 | 50 | 30 | – | – | – | |
| 4 | 85 | 60 | 40 | 80 | 60 | 40 | 70 | 60 | 35 | – | – | – | |
| H | 1 | 145 | 110 | 85 | – | – | – | – | – | – | 190 | 155 | 110 |
Recommended Starting Speeds [SFM]*
| Material Group | WP25PM | WP40PM | WS40PM | WU10PM | |||||||||
| P | 1 | 1295 | 1115 | 1065 | 1165 | 1015 | 970 | 1085 | 920 | 785 | – | – | – |
| 2 | 1085 | 950 | 785 | 985 | 855 | 705 | 900 | 805 | 605 | – | – | – | |
| 3 | 1000 | 855 | 690 | 900 | 770 | 625 | 835 | 705 | 540 | – | – | – | |
| 4 | 885 | 720 | 590 | 805 | 675 | 525 | 755 | 625 | 490 | – | – | – | |
| 5 | 720 | 675 | 590 | 675 | 605 | 525 | 675 | 575 | 475 | – | – | – | |
| 6 | 655 | 490 | 395 | 590 | 460 | 360 | 590 | 425 | 310 | – | – | – | |
| M | 1 | 805 | 705 | 655 | 770 | 675 | 605 | 820 | 675 | 560 | – | – | – |
| 2 | 720 | 625 | 510 | 690 | 590 | 490 | 705 | 575 | 475 | – | – | – | |
| 3 | 560 | 475 | 375 | 510 | 460 | 360 | 575 | 425 | 330 | – | – | – | |
| K | 1 | 900 | 805 | 720 | – | – | – | – | – | – | 1165 | 1050 | 950 |
| 2 | 705 | 625 | 590 | – | – | – | – | – | – | 900 | 805 | 755 | |
| 3 | 590 | 525 | 475 | – | – | – | – | – | – | 770 | 690 | 625 | |
| S | 1 | 165 | 130 | 100 | 165 | 130 | 115 | 165 | 130 | 100 | – | – | – |
| 2 | 165 | 130 | 100 | 165 | 130 | 115 | 165 | 130 | 100 | – | – | – | |
| 3 | 195 | 165 | 100 | 195 | 165 | 115 | 195 | 165 | 100 | – | – | – | |
| 4 | 280 | 195 | 130 | 260 | 195 | 130 | 230 | 195 | 115 | – | – | – | |
| H | 1 | 475 | 360 | 280 | – | – | – | – | – | – | 625 | 510 | 360 |