
如何选择最适合加工应用的整体硬质合金立铣刀
您是否知道现在市场上主要有两种立铣刀设计? 首先是“常规”设计,这是最常见的。其特点是采用了主“后角”,带有平面或凹面的第二后刀面。后角在角度过渡处的高点进行测量。此角度易于重新研磨,可用于轴向和径向后角。
另一种是“偏心式”设计。另一方面,偏心后角立铣刀设计将主后角和第二后刀面变成一个连续的下降结构。连续下降结构保证切削刃拥有最高的强度。然而,偏心磨削主要用于径向后角。因此,在许多采用偏心后角磨削的立铣刀上,您仍会看到表面上的第一/第二后刀面。
现在我们已经了解了这两种立铣设计的技术差异,下一个问题是哪种设计可能适用于您的下一步应用。下图显示的各种设计,哪种最适合您的应用:
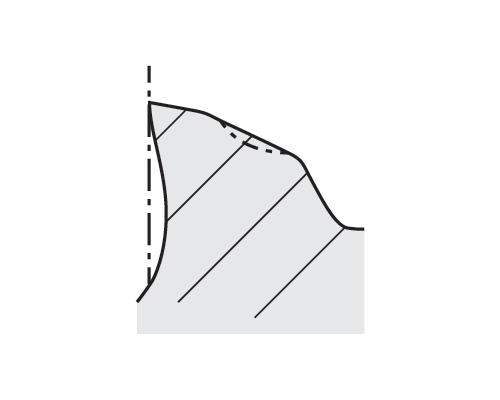 5V0C 的第一/第二后刀面使切削刃更薄、更锋利。可以进给较浅的切削深度,产生非常光滑的表面。刀刃很锋利,所以容易振颤。再次切削切屑比较容易崩刃。
5V0C 的第一/第二后刀面使切削刃更薄、更锋利。可以进给较浅的切削深度,产生非常光滑的表面。刀刃很锋利,所以容易振颤。再次切削切屑比较容易崩刃。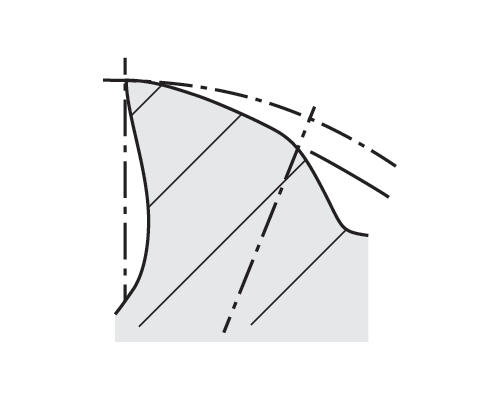 5V0C 偏心后角设计使切削刃更强壮。如较高的进给率。需要切除一点材料才能正常工作。可以使热量轻松带入切屑。在硬材料中表现良好。
5V0C 偏心后角设计使切削刃更强壮。如较高的进给率。需要切除一点材料才能正常工作。可以使热量轻松带入切屑。在硬材料中表现良好。
由于进行了第一/第二后刀面的研磨,偏心后角在大多数材料中都有非常好的效果。第一/第二后刀面的研磨能够加工软材料、较浅的切削深度、薄壁零件等。因此,您总是能看到这两种设计的组合,以涵盖大多数的应用。