환영합니다
기본 설정을 확인해 주십시오
기본 설정 업데이트
제품 제안
Product Family suggestions
솔루션 수정
솔루션 추가
솔루션 이름: {{SolutionName}}- 제품
- /
- 솔리드 엔드밀
- /
- 다목적 엔드밀
- /
- WCE
- /
- WCE4 • 4-Flute
- /
- WCE4 • 시리즈 W4N1 • 반경 형식 • 4날 • 넥형 • 원통형 섕크 • 메트릭
Sending to SolidCAM in progress...
Downloaded file will be available after import in the SolidCAM tool library.
WCE4 • 시리즈 W4N1 • 반경 형식 • 4날 • 넥형 • 원통형 섕크 • 메트릭
WCE4 • 반경 형식 • 4날 • 넥형 • 원통형 섕크 • 메트릭
특징 및 장점
- WU20PE 등급
- 진동을 줄이고 전반적인 안정성을 높이는 가변 헬릭스
- 고조파를 낮추고 진동을 줄이기 위한 비대칭 피치
- 진동 감쇠를 제공하고 강철, 스테인리스강 및 주철 재료의 공구 수명을 연장하는 편심 릴리프
- 코어 테이퍼로 공구 안정성 향상 및 칩 배출 개선
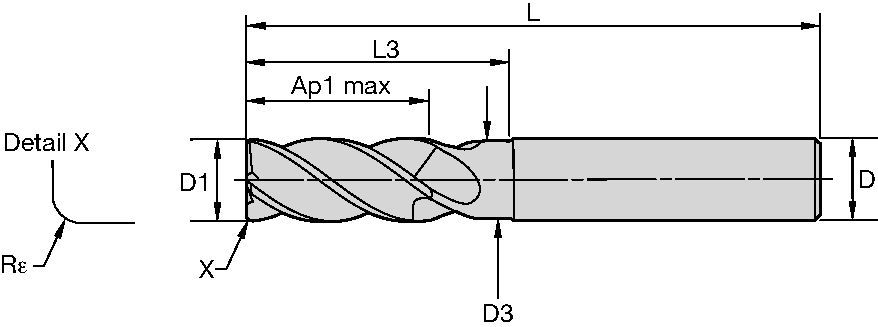
사용 및 응용 분야
헬리컬 밀링
램핑: 블랭크
슬로팅: 스퀘어 엔드
사이드 밀링/숄더 밀링: 스퀘어 엔드
코너 스타일: 코너R
일반 섕크: 일반 ≤h5
헬릭스각: X°
| Ae/D | 2% | 4% | 5% | 8% | 10% | 12% | 20% | 30% | 40% | 50% | 100% | |
| Speed Factor | Kv | 1.9
|
1.45
|
1.45
|
1.45 | 1.3 | 1.3 | 1.2 | 1.1 | 1.0 | 0.9 | 0.8 |
| Feed Factor | KFz | 3.51 | 2.51 | 2.25 | 1.80 | 1.64 | 1.51 | 1.23 | 1.07 | 1.00 | 0.98 | 0.98 |
| Ae/D | 2% | 4% | 5% | 8% | 10% | 12% | 20% | 30% | 40% | 50% | 100% | |
| Speed Factor | Kv | 1,9
|
1,45
|
1,45
|
1,45 | 1,3 | 1,3 | 1,2 | 1,1 | 1,0 | 0,9 | 0,8 |
| Feed Factor | KFz | 3,51 | 2,51 | 2,25 | 1,80 | 1,64 | 1,51 | 1,23 | 1,07 | 1,00 | 0,98 | 0,98 |
 <="" td=""> <="" td=""> |  <="" td=""> <="" td=""> |  <="" td="" /> <="" td="" /> |
||||||||||||||||
| WU20PE | Recommended feed per tooth (IPT = inch/th) for side milling (A). For slotting (B), reduce IPT by 20%. | |||||||||||||||||
| Side Milling | Slotting | Cutting Speed
|
D1
|
|||||||||||||||
| Material
|
ap | ae | ap | Min | Start | Max | fraction | 1/8 | 3/16 | 1/4 | 5/16 | 3/8 | 7/16 | 1/2 | 5/8 | 3/4 | 1 | |
| P | 0 | ap1max | 0.4 x D1 | 1.0 x D1 | 490 | 580 | 660 | IPT | .0009 | .0013 | .0018 | .0023 | .0027 | .0031 | .0034 | .0039 | .0044 | .0049 |
| P | 1 | ap1max | 0.4 x D1 | 1.0 x D1 | 490 | 580 | 660 | IPT | .0009 | .0013 | .0018 | .0023 | .0027 | .0031 | .0034 | .0039 | .0044 | .0049 |
| P | 2 | ap1max | 0.4 x D1 | 1.0 x D1 | 460 | 540 | 620 | IPT | .0009 | .0013 | .0018 | .0023 | .0027 | .0031 | .0034 | .0039 | .0044 | .0049 |
| P | 3 | ap1max | 0.4 x D1 | 1.0 x D1 | 390 | 450 | 520 | IPT | .0007 | .0011 | .0015 | .0020 | .0023 | .0026 | .0029 | .0034 | .0039 | .0045 |
| P | 4 | ap1max | 0.4 x D1 | 0.75 x D1 | 300 | 400 | 490 | IPT | .0007 | .0010 | .0014 | .0017 | .0020 | .0023 | .0026 | .0030 | .0034 | .0039 |
| P | 5 | ap1max | 0.4 x D1 | 1.0 x D1 | 200 | 260 | 330 | IPT | .0006 | .0009 | .0012 | .0017 | .0018 | .0021 | .0023 | .0027 | .0031 | .0036 |
| P | 6 | ap1max | 0.4 x D1 | 0.75 x D1 | 160 | 200 | 250 | IPT | .0005 | .0008 | .0010 | .0013 | .0015 | .0017 | .0019 | .0022 | .0025 | .0028 |
| M | 1 | ap1max | 0.4 x D1 | 1.0 x D1 | 300 | 340 | 380 | IPT | .0007 | .0011 | .0015 | .0020 | .0023 | .0026 | .0029 | .0034 | .0039 | .0045 |
| M | 2 | ap1max | 0.4 x D1 | 1.0 x D1 | 200 | 230 | 260 | IPT | .0006 | .0009 | .0012 | .0016 | .0018 | .0021 | .0023 | .0027 | .0031 | .0036 |
| M | 3 | ap1max | 0.4 x D1 | 1.0 x D1 | 200 | 210 | 230 | IPT | .0005 | .00008 | .0010 | .0013 | .0015 | .0017 | .0019 | .0022 | .0025 | .0028 |
| K | 1 | ap1max | 0.4 x D1 | 1.0 x D1 | 390 | 440 | 490 | IPT | .0009 | .0013 | .0018 | .0023 | .0027 | .0031 | .0034 | .0039 | .0044 | .0049 |
| K | 2 | ap1max | 0.4 x D1 | 1.0 x D1 | 360 | 410 | 460 | IPT | .0007 | .0011 | .0015 | .0020 | .0023 | .0026 | .0029 | .0034 | .0039 | .0045 |
| K | 3 | ap1max | 0.4 x D1 | 1.0 x D1 | 360 | 390 | 430 | IPT | .0006 | .0009 | .0012 | .0016 | .0018 | .0021 | .0023 | .0027 | .0031 | .0036 |
| S | 1 | ap1max | 0.4 x D1 | 0.3 x D1 | 160 | 230 | 300 | IPT | .0007 | .0011 | .0015 | .0020 | .0023 | .0026 | .0029 | .0034 | .0039 | .0045 |
| S | 2 | ap1max | 0.4 x D1 | 0.3 x D1 | 80 | 105 | 130 | IPT | .0004 | .0006 | .0008 | .0010 | .0012 | .0014 | .0015 | .0018 | .0021 | .0024 |
| S | 3 | ap1max | 0.4 x D1 | 1.0 x D1 | 80 | 105 | 130 | IPT | .0004 | .0006 | .0008 | .0010 | .0012 | .0014 | .0015 | .0018 | .0021 | .0024 |
| S | 4 | ap1max | 0.4 x D1 | 1.0 x D1 | 160 | 180 | 200 | IPT | .0005 | .0008 | .0011 | .0014 | .0017 | .0019 | .0021 | .0025 | .0028 | .0033 |
| H | 1 | ap1max | 0.4 x D1 | 0.75 x D1 | 260 | 360 | 460 | IPT | .0007 | .0010 | .0014 | .0017 | .0020 | .0023 | .0026 | .0030 | .0034 | .0039 |
| H | 2 | ap1max | 0.4 x D1 | 0.5 x D1 | 230 | 310 | 390 | IPT | .0005 | .0008 | .0010 | .0013 | .0015 | .0017 | .0019 | .0022 | .0025 | .0028 |
| <="" td=""> | <="" td=""> | <="" td="" /> |
||||||||||||||||||
| WU20PE | Recommended feed per tooth (fz = mm/th) for side milling (A). For slotting (B), reduce fz by 20%. | |||||||||||||||||||
| Side Milling | Slotting | Cutting Speed
|
D1
|
|||||||||||||||||
| Material
|
ap | ae | ap | Min | Start | Max | mm | 3,0 | 4,0 | 5,0 | 6,0 | 8,0 | 10,0 | 12,0 | 14,0 | 16,0 | 18,0 | 20,0 | 25,0 | |
| P | 0 | Ap1 Max | 0,4 x D1 | 1,0 x D1 | 150 | 175 | 200 | fz | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 | 0,124 |
| P | 1 | Ap1 Max | 0,4 x D1 | 1,0 x D1 | 150 | 175 | 200 | fz | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 | 0,124 |
| P | 2 | Ap1 Max | 0,4 x D1 | 1,0 x D1 | 140 | 165 | 190 | fz | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 | 0,124 |
| P | 3 | Ap1 Max | 0,4 x D1 | 1,0 x D1 | 120 | 140 | 160 | fz | 0,017 | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 | 0,114 |
| P | 4 | Ap1 Max | 0,4 x D1 | 0,75 x D1 | 90 | 120 | 150 | fz | 0,016 | 0,021 | 0,027 | 0,033 | 0,045 | 0,054 | 0,062 | 0,070 | 0,077 | 0,083 | 0,088 | 0,098 |
| P | 5 | Ap1 Max | 0,4 x D1 | 1,0 x D1 | 60 | 80 | 100 | fz | 0,014 | 0,019 | 0,024 | 0,029 | 0,040 | 0,048 | 0,056 | 0,063 | 0,070 | 0,076 | 0,081 | 0,091 |
| P | 6 | Ap1 Max | 0,4 x D1 | 0,75 x D1 | 50 | 65 | 75 | fz | 0,012 | 0,016 | 0,020 | 0,025 | 0,034 | 0,040 | 0,047 | 0,052 | 0,057 | 0,061 | 0,065 | 0,071 |
| M | 1 | Ap1 Max | 0,4 x D1 | 1,0 x D1 | 90 | 100 | 115 | fz | 0,017 | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 | 0,114 |
| M | 2 | Ap1 Max | 0,4 x D1 | 1,0 x D1 | 60 | 70 | 80 | fz | 0,014 | 0,019 | 0,024 | 0,029 | 0,040 | 0,048 | 0,056 | 0,063 | 0,070 | 0,076 | 0,081 | 0,091 |
| M | 3 | Ap1 Max | 0,4 x D1 | 1,0 x D1 | 60 | 65 | 70 | fz | 0,012 | 0,016 | 0,020 | 0,025 | 0,034 | 0,040 | 0,047 | 0,052 | 0,057 | 0,061 | 0,065 | 0,071 |
| K | 1 | Ap1 Max | 0,4 x D1 | 1,0 x D1 | 120 | 135 | 150 | fz | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 | 0,124 |
| K | 2 | Ap1 Max | 0,4 x D1 | 1,0 x D1 | 110 | 125 | 140 | fz | 0,017 | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 | 0,114 |
| K | 3 | Ap1 Max | 0,4 x D1 | 1,0 x D1 | 110 | 120 | 130 | fz | 0,014 | 0,019 | 0,024 | 0,029 | 0,040 | 0,048 | 0,056 | 0,063 | 0,070 | 0,076 | 0,081 | 0,091 |
| S | 1 | Ap1 Max | 0,4 x D1 | 0,3 x D1 | 50 | 70 | 90 | fz | 0,017 | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 | 0,114 |
| S | 2 | Ap1 Max | 0,4 x D1 | 0,3 x D1 | 25 | 30 | 40 | fz | 0,009 | 0,013 | 0,016 | 0,019 | 0,026 | 0,032 | 0,037 | 0,042 | 0,046 | 0,050 | 0,054 | 0,061 |
| S | 3 | Ap1 Max | 0,4 x D1 | 1,0 x D1 | 25 | 30 | 40 | fz | 0,009 | 0,013 | 0,016 | 0,019 | 0,026 | 0,032 | 0,037 | 0,042 | 0,046 | 0,050 | 0,054 | 0,061 |
| S | 4 | Ap1 Max | 0,4 x D1 | 1,0 x D1 | 50 | 55 | 60 | fz | 0,011 | 0,016 | 0,021 | 0,026 | 0,037 | 0,045 | 0,052 | 0,058 | 0,064 | 0,069 | 0,074 | 0,084 |
| H | 1 | Ap1 Max | 0,4 x D1 | 0,75 x D1 | 80 | 110 | 140 | fz | 0,016 | 0,021 | 0,027 | 0,033 | 0,045 | 0,054 | 0,062 | 0,070 | 0,077 | 0,083 | 0,088 | 0,098 |
| H | 2 | Ap1 Max | 0,4 x D1 | 0,5 x D1 | 70 | 90 | 120 | fz | 0,012 | 0,016 | 0,020 | 0,025 | 0,034 | 0,040 | 0,047 | 0,052 | 0,057 | 0,061 | 0,065 | 0,071 |
| <="" td=""> | <="" td=""> |  <="" td="" /> <="" td="" /> |
|||||||||||||||||
| WU20PE | Recommended feed per tooth (fz = mm/th) for side milling (A). For slotting (B), reduce fz by 20%. | ||||||||||||||||||
| Side Milling | Slotting | Cutting Speed
|
D1
|
||||||||||||||||
| Material
|
ap | ae | ap | Min | Start | Max | mm | 4,0 | 5,0 | 6,0 | 8,0 | 10,0 | 12,0 | 14,0 | 16,0 | 18,0 | 20,0 | 25,0 | |
| P | 0 | ap1max | 0,4 x D | 0,3 x D | 150 | – | 200 | fz | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 | 0,124 |
| P | 1 | ap1max | 0,4 x D | 0,3 x D | 150 | – | 200 | fz | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 | 0,124 |
| P | 2 | ap1max | 0,4 x D | 0,3 x D | 140 | – | 190 | fz | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 | 0,124 |
| P | 3 | ap1max | 0,4 x D | 0,3 x D | 120 | – | 160 | fz | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 | 0,114 |
| P | 4 | ap1max | 0,4 x D | 0,3 x D | 90 | – | 150 | fz | 0,021 | 0,027 | 0,033 | 0,045 | 0,054 | 0,062 | 0,070 | 0,077 | 0,083 | 0,088 | 0,098 |
| P | 5 | ap1max | 0,4 x D | 0,3 x D | 60 | – | 100 | fz | 0,019 | 0,024 | 0,029 | 0,040 | 0,048 | 0,056 | 0,063 | 0,070 | 0,076 | 0,081 | 0,091 |
| P | 6 | ap1max | 0,4 x D | 0,3 x D | 50 | – | 75 | fz | 0,016 | 0,020 | 0,025 | 0,034 | 0,040 | 0,047 | 0,052 | 0,057 | 0,061 | 0,065 | 0,071 |
| M | 1 | ap1max | 0,4 x D | 0,3 x D | 90 | – | 115 | fz | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 | 0,114 |
| M | 2 | ap1max | 0,4 x D | 0,3 x D | 60 | – | 80 | fz | 0,019 | 0,024 | 0,029 | 0,040 | 0,048 | 0,056 | 0,063 | 0,070 | 0,076 | 0,081 | 0,091 |
| M | 3 | ap1max | 0,4 x D | 0,3 x D | 60 | – | 70 | fz | 0,016 | 0,020 | 0,025 | 0,034 | 0,040 | 0,047 | 0,052 | 0,057 | 0,061 | 0,065 | 0,071 |
| K | 1 | ap1max | 0,4 x D | 0,3 x D | 120 | – | 150 | fz | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 | 0,124 |
| K | 2 | ap1max | 0,4 x D | 0,3 x D | 110 | – | 140 | fz | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 | 0,114 |
| K | 3 | ap1max | 0,4 x D | 0,3 x D | 110 | – | 130 | fz | 0,019 | 0,024 | 0,029 | 0,040 | 0,048 | 0,056 | 0,063 | 0,070 | 0,076 | 0,081 | 0,091 |
| S | 1 | ap1max | 0,3 x D | 0,2 x D | 50 | – | 90 | fz | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 | 0,114 |
| S | 2 | ap1max | 0,3 x D | 0,2 x D | 25 | – | 40 | fz | 0,013 | 0,016 | 0,019 | 0,026 | 0,032 | 0,037 | 0,042 | 0,046 | 0,050 | 0,054 | 0,061 |
| S | 3 | ap1max | 0,4 x D | 0,3 x D | 60 | – | 80 | fz | 0,019 | 0,024 | 0,029 | 0,040 | 0,048 | 0,056 | 0,063 | 0,070 | 0,076 | 0,081 | 0,091 |
| S | 4 | ap1max | 0,4 x D | 0,3 x D | 50 | – | 60 | fz | 0,016 | 0,021 | 0,026 | 0,037 | 0,045 | 0,052 | 0,058 | 0,064 | 0,069 | 0,074 | 0,084 |
| H | 1 | ap1max | 0,4 x D | 0,3 x D | 80 | – | 140 | fz | 0,021 | 0,027 | 0,033 | 0,045 | 0,054 | 0,062 | 0,070 | 0,077 | 0,083 | 0,088 | 0,098 |
| H | 2 | ap1max | 0,2 x D | 0,3 x D | 70 | – | 120 | fz | 0,016 | 0,020 | 0,025 | 0,034 | 0,040 | 0,047 | 0,052 | 0,057 | 0,061 | 0,065 | 0,071 |
 <="" td=""> <="" td=""> |  <="" td=""> <="" td=""> |  <="" td="" /> <="" td="" /> |
||||||||||||||||||
| WU20PE | Recommended feed per tooth (fz = mm/th) for side milling (A). For slotting (B), reduce fz by 20%. | |||||||||||||||||||
| Side Milling | Slotting | Cutting Speed
|
D1
|
|||||||||||||||||
| Material
|
ap | ae | ap | Min | Start | Max | mm | 3,0 | 4,0 | 5,0 | 6,0 | 8,0 | 10,0 | 12,0 | 14,0 | 16,0 | 18,0 | 20,0 | 25,0 | |
| P | 0 | Ap1 Max | 0,4 x D1 | 1,0 x D1 | 150 | 175 | 200 | fz | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 | 0,124 |
| P | 1 | Ap1 Max | 0,4 x D1 | 1,0 x D1 | 150 | 175 | 200 | fz | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 | 0,124 |
| P | 2 | Ap1 Max | 0,4 x D1 | 1,0 x D1 | 140 | 165 | 190 | fz | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 | 0,124 |
| P | 3 | Ap1 Max | 0,4 x D1 | 1,0 x D1 | 120 | 140 | 160 | fz | 0,017 | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 | 0,114 |
| P | 4 | Ap1 Max | 0,4 x D1 | 0,75 x D1 | 90 | 120 | 150 | fz | 0,016 | 0,021 | 0,027 | 0,033 | 0,045 | 0,054 | 0,062 | 0,070 | 0,077 | 0,083 | 0,088 | 0,098 |
| P | 5 | Ap1 Max | 0,4 x D1 | 1,0 x D1 | 60 | 80 | 100 | fz | 0,014 | 0,019 | 0,024 | 0,029 | 0,040 | 0,048 | 0,056 | 0,063 | 0,070 | 0,076 | 0,081 | 0,091 |
| P | 6 | Ap1 Max | 0,4 x D1 | 0,75 x D1 | 50 | 65 | 75 | fz | 0,012 | 0,016 | 0,020 | 0,025 | 0,034 | 0,040 | 0,047 | 0,052 | 0,057 | 0,061 | 0,065 | 0,071 |
| M | 1 | Ap1 Max | 0,4 x D1 | 1,0 x D1 | 90 | 100 | 115 | fz | 0,017 | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 | 0,114 |
| M | 2 | Ap1 Max | 0,4 x D1 | 1,0 x D1 | 60 | 70 | 80 | fz | 0,014 | 0,019 | 0,024 | 0,029 | 0,040 | 0,048 | 0,056 | 0,063 | 0,070 | 0,076 | 0,081 | 0,091 |
| M | 3 | Ap1 Max | 0,4 x D1 | 1,0 x D1 | 60 | 65 | 70 | fz | 0,012 | 0,016 | 0,020 | 0,025 | 0,034 | 0,040 | 0,047 | 0,052 | 0,057 | 0,061 | 0,065 | 0,071 |
| K | 1 | Ap1 Max | 0,4 x D1 | 1,0 x D1 | 120 | 135 | 150 | fz | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 | 0,124 |
| K | 2 | Ap1 Max | 0,4 x D1 | 1,0 x D1 | 110 | 125 | 140 | fz | 0,017 | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 | 0,114 |
| K | 3 | Ap1 Max | 0,4 x D1 | 1,0 x D1 | 110 | 120 | 130 | fz | 0,014 | 0,019 | 0,024 | 0,029 | 0,040 | 0,048 | 0,056 | 0,063 | 0,070 | 0,076 | 0,081 | 0,091 |
| S | 1 | Ap1 Max | 0,4 x D1 | 0,3 x D1 | 50 | 70 | 90 | fz | 0,017 | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 | 0,114 |
| S | 2 | Ap1 Max | 0,4 x D1 | 0,3 x D1 | 25 | 30 | 40 | fz | 0,009 | 0,013 | 0,016 | 0,019 | 0,026 | 0,032 | 0,037 | 0,042 | 0,046 | 0,050 | 0,054 | 0,061 |
| S | 3 | Ap1 Max | 0,4 x D1 | 1,0 x D1 | 25 | 30 | 40 | fz | 0,009 | 0,013 | 0,016 | 0,019 | 0,026 | 0,032 | 0,037 | 0,042 | 0,046 | 0,050 | 0,054 | 0,061 |
| S | 4 | Ap1 Max | 0,4 x D1 | 1,0 x D1 | 50 | 55 | 60 | fz | 0,011 | 0,016 | 0,021 | 0,026 | 0,037 | 0,045 | 0,052 | 0,058 | 0,064 | 0,069 | 0,074 | 0,084 |
| H | 1 | Ap1 Max | 0,4 x D1 | 0,75 x D1 | 80 | 110 | 140 | fz | 0,016 | 0,021 | 0,027 | 0,033 | 0,045 | 0,054 | 0,062 | 0,070 | 0,077 | 0,083 | 0,088 | 0,098 |
| H | 2 | Ap1 Max | 0,4 x D1 | 0,5 x D1 | 70 | 90 | 120 | fz | 0,012 | 0,016 | 0,020 | 0,025 | 0,034 | 0,040 | 0,047 | 0,052 | 0,057 | 0,061 | 0,065 | 0,071 |
| <="" td=""> | <="" td="" /> |
||||||||||||||||||
| WU20PE | Recommended feed per tooth (fz = mm/z) for side milling. No Slotting operations recommended. | ||||||||||||||||||
| Side Milling | Cutting Speed
|
D1
|
|||||||||||||||||
| Material
|
ap | ae | Min | Start | Max | mm | 3,0 | 4,0 | 5,0 | 6,0 | 8,0 | 10,0 | 12,0 | 14,0 | 16,0 | 18,0 | 20,0 | 25,0 | |
| P | 0 | Ap1 Max | 0,2 x D1 | 150 | 175 | 200 | fz | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 | 0,124 |
| P | 1 | Ap1 Max | 0,2 x D1 | 150 | 175 | 200 | fz | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 | 0,124 |
| P | 2 | Ap1 Max | 0,2 x D1 | 140 | 165 | 190 | fz | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 | 0,124 |
| P | 3 | Ap1 Max | 0,2 x D1 | 120 | 140 | 160 | fz | 0,017 | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 | 0,114 |
| P | 4 | Ap1 Max | 0,2 x D1 | 90 | 120 | 150 | fz | 0,016 | 0,021 | 0,027 | 0,033 | 0,045 | 0,054 | 0,062 | 0,070 | 0,077 | 0,083 | 0,088 | 0,098 |
| P | 5 | Ap1 Max | 0,2 x D1 | 60 | 80 | 100 | fz | 0,014 | 0,019 | 0,024 | 0,029 | 0,040 | 0,048 | 0,056 | 0,063 | 0,070 | 0,076 | 0,081 | 0,091 |
| P | 6 | Ap1 Max | 0,15 x D1 | 50 | 65 | 75 | fz | 0,012 | 0,016 | 0,020 | 0,025 | 0,034 | 0,040 | 0,047 | 0,052 | 0,057 | 0,061 | 0,065 | 0,071 |
| M | 1 | Ap1 Max | 0,2 x D1 | 90 | 100 | 115 | fz | 0,017 | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 | 0,114 |
| M | 2 | Ap1 Max | 0,2 x D1 | 60 | 70 | 80 | fz | 0,014 | 0,019 | 0,024 | 0,029 | 0,040 | 0,048 | 0,056 | 0,063 | 0,070 | 0,076 | 0,081 | 0,091 |
| M | 3 | Ap1 Max | 0,2 x D1 | 60 | 65 | 70 | fz | 0,012 | 0,016 | 0,020 | 0,025 | 0,034 | 0,040 | 0,047 | 0,052 | 0,057 | 0,061 | 0,065 | 0,071 |
| K | 1 | Ap1 Max | 0,2 x D1 | 120 | 135 | 150 | fz | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 | 0,124 |
| K | 2 | Ap1 Max | 0,2 x D1 | 110 | 125 | 140 | fz | 0,017 | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 | 0,114 |
| K | 3 | Ap1 Max | 0,2 x D1 | 110 | 120 | 130 | fz | 0,014 | 0,019 | 0,024 | 0,029 | 0,040 | 0,048 | 0,056 | 0,063 | 0,070 | 0,076 | 0,081 | 0,091 |
| S | 1 | Ap1 Max | 0,1 x D1 | 50 | 70 | 90 | fz | 0,017 | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 | 0,114 |
| S | 2 | Ap1 Max | 0,1 x D1 | 25 | 30 | 40 | fz | 0,009 | 0,013 | 0,016 | 0,019 | 0,026 | 0,032 | 0,037 | 0,042 | 0,046 | 0,050 | 0,054 | 0,061 |
| S | 3 | Ap1 Max | 0,15 x D1 | 25 | 30 | 40 | fz | 0,009 | 0,013 | 0,016 | 0,019 | 0,026 | 0,032 | 0,037 | 0,042 | 0,046 | 0,050 | 0,054 | 0,061 |
| S | 4 | Ap1 Max | 0,15 x D1 | 50 | 55 | 60 | fz | 0,011 | 0,016 | 0,021 | 0,026 | 0,037 | 0,045 | 0,052 | 0,058 | 0,064 | 0,069 | 0,074 | 0,084 |
| H | 1 | Ap1 Max | 0,15 x D1 | 80 | 110 | 140 | fz | 0,016 | 0,021 | 0,027 | 0,033 | 0,045 | 0,054 | 0,062 | 0,070 | 0,077 | 0,083 | 0,088 | 0,098 |
| H | 2 | Ap1 Max | 0,15 x D1 | 70 | 90 | 120 | fz | 0,012 | 0,016 | 0,020 | 0,025 | 0,034 | 0,040 | 0,047 | 0,052 | 0,057 | 0,061 | 0,065 | 0,071 |
| <="" td=""> | <="" td=""> | <="" td="" /> |
||||||||||||||||
| WU20PE | Recommended feed per tooth (IPT = inch/th) for side milling (A). For slotting (B), reduce IPT by 20%. | |||||||||||||||||
| Side Milling | Slotting | Cutting Speed
|
D1
|
|||||||||||||||
| Material
|
ap | ae | ap | Min | Start | Max | frac. | 3/16 | 1/4 | 5/16 | 3/8 | 7/16 | 1/2 | 5/8 | 3/4 | 1 | 1 1/4 | |
| in | 0.1875 | 0.2500 | 0.3125 | 0.3750 | 0.4375 | 0.5000 | 0.6250 | 0.7500 | 1.0000 | 1.2500 | ||||||||
| P | 0 | ap1max | 0.4 x D | 0.3 x D | 490 | – | 660 | IPT | 0.0013 | 0.0018 | 0.0023 | 0.0027 | 0.0031 | 0.0034 | 0.0039 | 0.0044 | 0.0049 | 0.0049 |
| P | 1 | ap1max | 0.4 x D | 0.3 x D | 490 | – | 660 | IPT | 0.0013 | 0.0018 | 0.0023 | 0.0027 | 0.0031 | 0.0034 | 0.0039 | 0.0044 | 0.0049 | 0.0049 |
| P | 2 | ap1max | 0.4 x D | 0.3 x D | 460 | – | 620 | IPT | 0.0013 | 0.0018 | 0.0023 | 0.0027 | 0.0031 | 0.0034 | 0.0039 | 0.0044 | 0.0049 | 0.0049 |
| P | 3 | ap1max | 0.4 x D | 0.3 x D | 390 | – | 520 | IPT | 0.0011 | 0.0015 | 0.0020 | 0.0023 | 0.0026 | 0.0029 | 0.0034 | 0.0039 | 0.0045 | 0.0048 |
| P | 4 | ap1max | 0.4 x D | 0.3 x D | 300 | – | 490 | IPT | 0.0010 | 0.0014 | 0.0017 | 0.0020 | 0.0023 | 0.0026 | 0.0030 | 0.0034 | 0.0039 | 0.0040 |
| P | 5 | ap1max | 0.4 x D | 0.3 x D | 200 | – | 330 | IPT | 0.0009 | 0.0012 | 0.0016 | 0.0018 | 0.0021 | 0.0023 | 0.0027 | 0.0031 | 0.0036 | 0.0039 |
| P | 6 | ap1max | 0.4 x D | 0.3 x D | 160 | – | 250 | IPT | 0.0008 | 0.0010 | 0.0013 | 0.0015 | 0.0017 | 0.0019 | 0.0022 | 0.0025 | 0.0028 | 0.0029 |
| M | 1 | ap1max | 0.4 x D | 0.3 x D | 300 | – | 380 | IPT | 0.0011 | 0.0015 | 0.0020 | 0.0023 | 0.0026 | 0.0029 | 0.0034 | 0.0039 | 0.0045 | 0.0048 |
| M | 2 | ap1max | 0.4 x D | 0.3 x D | 200 | – | 260 | IPT | 0.0009 | 0.0012 | 0.0016 | 0.0018 | 0.0021 | 0.0023 | 0.0027 | 0.0031 | 0.0036 | 0.0039 |
| M | 3 | ap1max | 0.4 x D | 0.3 x D | 200 | – | 230 | IPT | 0.0008 | 0.0010 | 0.0013 | 0.0015 | 0.0017 | 0.0019 | 0.0022 | 0.0025 | 0.0028 | 0.0029 |
| K | 1 | ap1max | 0.4 x D | 0.3 x D | 390 | – | 490 | IPT | 0.0013 | 0.0018 | 0.0023 | 0.0027 | 0.0031 | 0.0034 | 0.0039 | 0.0044 | 0.0049 | 0.0049 |
| K | 2 | ap1max | 0.4 x D | 0.3 x D | 360 | – | 460 | IPT | 0.0011 | 0.0015 | 0.0020 | 0.0023 | 0.0026 | 0.0029 | 0.0034 | 0.0039 | 0.0045 | 0.0048 |
| K | 3 | ap1max | 0.4 x D | 0.3 x D | 360 | – | 430 | IPT | 0.0009 | 0.0012 | 0.0016 | 0.0018 | 0.0021 | 0.0023 | 0.0027 | 0.0031 | 0.0036 | 0.0039 |
| S | 1 | ap1max | 0.3 x D | 0.2 x D | 160 | – | 300 | IPT | 0.0011 | 0.0015 | 0.0020 | 0.0023 | 0.0026 | 0.0029 | 0.0034 | 0.0039 | 0.0045 | 0.0048 |
| S | 2 | ap1max | 0.3 x D | 0.2 x D | 80 | – | 130 | IPT | 0.0006 | 0.0008 | 0.0010 | 0.0012 | 0.0014 | 0.0015 | 0.0018 | 0.0021 | 0.0024 | 0.0026 |
| S | 3 | ap1max | 0.4 x D | 0.3 x D | 200 | – | 260 | IPT | 0.0009 | 0.0012 | 0.0016 | 0.0018 | 0.0021 | 0.0023 | 0.0027 | 0.0031 | 0.0036 | 0.0039 |
| S | 4 | ap1max | 0.4 x D | 0.3 x D | 160 | – | 200 | IPT | 0.0008 | 0.0011 | 0.0014 | 0.0017 | 0.0019 | 0.0021 | 0.0025 | 0.0028 | 0.0033 | 0.0036 |
| H | 1 | ap1max | 0.4 x D | 0.3 x D | 260 | – | 460 | IPT | 0.0010 | 0.0014 | 0.0017 | 0.0020 | 0.0023 | 0.0026 | 0.0030 | 0.0034 | 0.0039 | 0.0040 |
| H | 2 | ap1max | 0.2 x D | 0.3 x D | 230 | – | 390 | IPT | 0.0008 | 0.0010 | 0.0013 | 0.0015 | 0.0017 | 0.0019 | 0.0022 | 0.0025 | 0.0028 | 0.0029 |
| <="" td=""> | <="" td=""> | <="" td="" /> |
||||||||||||||||
| WU20PE | Recommended feed per tooth (Fz = IPT) for side milling (A). For slotting (B), reduce Fz by 20%. | |||||||||||||||||
| Side Milling | Slotting | Cutting Speed
|
D1
|
|||||||||||||||
| Material
|
ap | ae | ap | Min | Start | Max | fraction | 1/8 | 3/16 | 1/4 | 5/16 | 3/8 | 7/16 | 1/2 | 5/8 | 3/4 | 1 | |
| P | 0 | ap1max | 0.4 x D1 | 1.0 x D1 | 490 | 580 | 660 | IPT | .0009 | .0013 | .0018 | .0023 | .0027 | .0031 | .0034 | .0039 | .0044 | .0049 |
| P | 1 | ap1max | 0.4 x D1 | 1.0 x D1 | 490 | 580 | 660 | IPT | .0009 | .0013 | .0018 | .0023 | .0027 | .0031 | .0034 | .0039 | .0044 | .0049 |
| P | 2 | ap1max | 0.4 x D1 | 1.0 x D1 | 460 | 540 | 620 | IPT | .0009 | .0013 | .0018 | .0023 | .0027 | .0031 | .0034 | .0039 | .0044 | .0049 |
| P | 3 | ap1max | 0.4 x D1 | 1.0 x D1 | 390 | 450 | 520 | IPT | .0007 | .0011 | .0015 | .0020 | .0023 | .0026 | .0029 | .0034 | .0039 | .0045 |
| P | 4 | ap1max | 0.4 x D1 | 0.75 x D1 | 300 | 400 | 490 | IPT | .0007 | .0010 | .0014 | .0017 | .0020 | .0023 | .0026 | .0030 | .0034 | .0039 |
| P | 5 | ap1max | 0.4 x D1 | 1.0 x D1 | 200 | 260 | 330 | IPT | .0006 | .0009 | .0012 | .0017 | .0018 | .0021 | .0023 | .0027 | .0031 | .0036 |
| P | 6 | ap1max | 0.4 x D1 | 0.75 x D1 | 160 | 200 | 250 | IPT | .0005 | .0008 | .0010 | .0013 | .0015 | .0017 | .0019 | .0022 | .0025 | .0028 |
| M | 1 | ap1max | 0.4 x D1 | 1.0 x D1 | 300 | 340 | 380 | IPT | .0007 | .0011 | .0015 | .0020 | .0023 | .0026 | .0029 | .0034 | .0039 | .0045 |
| M | 2 | ap1max | 0.4 x D1 | 1.0 x D1 | 200 | 230 | 260 | IPT | .0006 | .0009 | .0012 | .0016 | .0018 | .0021 | .0023 | .0027 | .0031 | .0036 |
| M | 3 | ap1max | 0.4 x D1 | 1.0 x D1 | 200 | 210 | 230 | IPT | .0005 | .00008 | .0010 | .0013 | .0015 | .0017 | .0019 | .0022 | .0025 | .0028 |
| K | 1 | ap1max | 0.4 x D1 | 1.0 x D1 | 390 | 440 | 490 | IPT | .0009 | .0013 | .0018 | .0023 | .0027 | .0031 | .0034 | .0039 | .0044 | .0049 |
| K | 2 | ap1max | 0.4 x D1 | 1.0 x D1 | 360 | 410 | 460 | IPT | .0007 | .0011 | .0015 | .0020 | .0023 | .0026 | .0029 | .0034 | .0039 | .0045 |
| K | 3 | ap1max | 0.4 x D1 | 1.0 x D1 | 360 | 390 | 430 | IPT | .0006 | .0009 | .0012 | .0016 | .0018 | .0021 | .0023 | .0027 | .0031 | .0036 |
| S | 1 | ap1max | 0.4 x D1 | 0.3 x D1 | 160 | 230 | 300 | IPT | .0007 | .0011 | .0015 | .0020 | .0023 | .0026 | .0029 | .0034 | .0039 | .0045 |
| S | 2 | ap1max | 0.4 x D1 | 0.3 x D1 | 80 | 105 | 130 | IPT | .0004 | .0006 | .0008 | .0010 | .0012 | .0014 | .0015 | .0018 | .0021 | .0024 |
| S | 3 | ap1max | 0.4 x D1 | 1.0 x D1 | 80 | 105 | 130 | IPT | .0004 | .0006 | .0008 | .0010 | .0012 | .0014 | .0015 | .0018 | .0021 | .0024 |
| S | 4 | ap1max | 0.4 x D1 | 1.0 x D1 | 160 | 180 | 200 | IPT | .0005 | .0008 | .0011 | .0014 | .0017 | .0019 | .0021 | .0025 | .0028 | .0033 |
| H | 1 | ap1max | 0.4 x D1 | 0.75 x D1 | 260 | 360 | 460 | IPT | .0007 | .0010 | .0014 | .0017 | .0020 | .0023 | .0026 | .0030 | .0034 | .0039 |
| H | 2 | ap1max | 0.4 x D1 | 0.5 x D1 | 230 | 310 | 390 | IPT | .0005 | .0008 | .0010 | .0013 | .0015 | .0017 | .0019 | .0022 | .0025 | .0028 |
| <="" td=""> | <="" td="" /> |
||||||||||||||||
| WU20PE | Recommended feed per tooth (fz = IPT) for side milling. No slotting operations recommended. | ||||||||||||||||
| Side Milling | Cutting Speed
|
D1
|
|||||||||||||||
| Material
|
ap | ae | Min | Start | Max | fraction | 1/8 | 3/16 | 1/4 | 5/16 | 3/8 | 7/16 | 1/2 | 5/8 | 3/4 | 1 | |
| P | 0 | ap1max | 0.2 x D1 | 490 | 580 | 660 | IPT | .0009 | .0013 | .0018 | .0023 | .0027 | .0031 | .0034 | .0039 | .0044 | .0049 |
| P | 1 | ap1max | 0.2 x D1 | 490 | 580 | 660 | IPT | .0009 | .0013 | .0018 | .0023 | .0027 | .0031 | .0034 | .0039 | .0044 | .0049 |
| P | 2 | ap1max | 0.2 x D1 | 460 | 540 | 620 | IPT | .0009 | .0013 | .0018 | .0023 | .0027 | .0031 | .0034 | .0039 | .0044 | .0049 |
| P | 3 | ap1max | 0.2 x D1 | 390 | 450 | 520 | IPT | .0007 | .0011 | .0015 | .0020 | .0023 | .0026 | .0029 | .0034 | .0039 | .0045 |
| P | 4 | ap1max | 0.2 x D1 | 300 | 400 | 490 | IPT | .0007 | .0010 | .0014 | .0017 | .0020 | .0023 | .0026 | .0030 | .0034 | .0039 |
| P | 5 | ap1max | 0.2 x D1 | 200 | 260 | 330 | IPT | .0006 | .0009 | .0012 | .0017 | .0018 | .0021 | .0023 | .0027 | .0031 | .0036 |
| P | 6 | ap1max | 0.15 x D1 | 160 | 200 | 250 | IPT | .0005 | .0008 | .0010 | .0013 | .0015 | .0017 | .0019 | .0022 | .0025 | .0028 |
| M | 1 | ap1max | 0.2 x D1 | 300 | 340 | 380 | IPT | .0007 | .0011 | .0015 | .0020 | .0023 | .0026 | .0029 | .0034 | .0039 | .0045 |
| M | 2 | ap1max | 0.2 x D1 | 200 | 230 | 260 | IPT | .0006 | .0009 | .0012 | .0016 | .0018 | .0021 | .0023 | .0027 | .0031 | .0036 |
| M | 3 | ap1max | 0.2 x D1 | 200 | 210 | 230 | IPT | .0005 | .00008 | .0010 | .0013 | .0015 | .0017 | .0019 | .0022 | .0025 | .0028 |
| K | 1 | ap1max | 0.2 x D1 | 390 | 440 | 490 | IPT | .0009 | .0013 | .0018 | .0023 | .0027 | .0031 | .0034 | .0039 | .0044 | .0049 |
| K | 2 | ap1max | 0.2 x D1 | 360 | 410 | 460 | IPT | .0007 | .0011 | .0015 | .0020 | .0023 | .0026 | .0029 | .0034 | .0039 | .0045 |
| K | 3 | ap1max | 0.2 x D1 | 360 | 390 | 430 | IPT | .0006 | .0009 | .0012 | .0016 | .0018 | .0021 | .0023 | .0027 | .0031 | .0036 |
| S | 1 | ap1max | 0.1 x D1 | 160 | 230 | 300 | IPT | .0007 | .0011 | .0015 | .0020 | .0023 | .0026 | .0029 | .0034 | .0039 | .0045 |
| S | 2 | ap1max | 0.1 x D1 | 80 | 105 | 130 | IPT | .0004 | .0006 | .0008 | .0010 | .0012 | .0014 | .0015 | .0018 | .0021 | .0024 |
| S | 3 | ap1max | 0.15 x D1 | 80 | 105 | 130 | IPT | .0004 | .0006 | .0008 | .0010 | .0012 | .0014 | .0015 | .0018 | .0021 | .0024 |
| S | 4 | ap1max | 0.15 x D1 | 160 | 180 | 200 | IPT | .0005 | .0008 | .0011 | .0014 | .0017 | .0019 | .0021 | .0025 | .0028 | .0033 |
| H | 1 | ap1max | 0.15 x D1 | 260 | 360 | 460 | IPT | .0007 | .0010 | .0014 | .0017 | .0020 | .0023 | .0026 | .0030 | .0034 | .0039 |
| H | 2 | ap1max | 0.15 x D1 | 230 | 310 | 390 | IPT | .0005 | .0008 | .0010 | .0013 | .0015 | .0017 | .0019 | .0022 | .0025 | .0028 |