Le damos la bienvenida
Confirme sus preferencias
Actualizar preferencias
Sugerencias de productos
Product Family suggestions
WIDIA a su servicio
Hola, User Name
Su cuenta seleccionada:
Hay un problema con su cuenta. Por favor, póngase en contacto con el servicio de atención al cliente.
Número de cliente
Cambiar cuenta
Dirección de envío (#)
Cambiar cuenta
- Panel de control
- Gestionar pedidos
- Gestionar canales
- Libreta de direcciones
-
Notifications
Mark all as read - Cambiar contraseña
- Mi perfil
- Cerrar sesión
Artículo(s)
añadido correctamente al carrito
Ver carrito
Ver carrito
Herramientas de alto rendimiento ya a la venta.
Compre ahora.
WIDIA a su servicio
Artículo(s)
añadido correctamente al carrito
Ver carrito
Ver carrito
Edición de la solución
Añadiendo solución
Nombre de la solución: {{SolutionName}}- Produtos
- /
- SuperFeed • Fresas de mango • Sistema métrico
Sending to SolidCAM in progress...
Downloaded file will be available after import in the SolidCAM tool library.

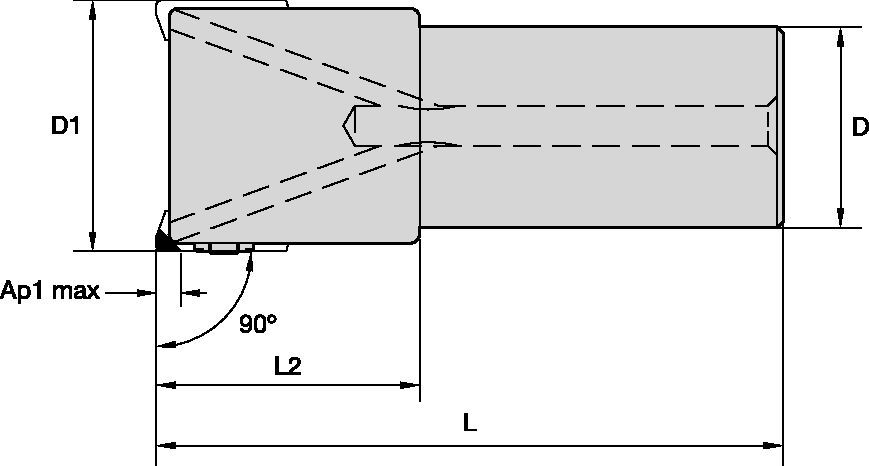
SuperFeed • Fresas de mango • Sistema métrico
Cuerpos de herramientas • Fresas de mango
Features and benefits
- Capacidad de refrigeración interna.
- Rango de ajuste axial de +/- 3 micras.
- Fácil configuración en un diseño de sistema sencillo.
- Disponibles estándares modificados.
Uses and application
Planeado
Fresado lateral/Fresado en escuadra: Placa cuadrada
Mango — Liso cilíndrico
Fresado — Con refrigeración interna
38489
Guía para la selección de plaquitas
| Material Group | Light
|
General
|
Heavy
|
|||
| Geometry | Grade | Geometry | Grade | Geometry | Grade | |
| P1–P2 | – | – | – | – | – | – |
| P3–P4 | – | – | – | – | – | – |
| P5–P6 | – | – | – | – | – | – |
| M1–M2 | – | – | – | – | – | – |
| M3 | – | – | – | – | – | – |
| K1–K2 | – | – | – | – | – | – |
| K3 | – | – | – | – | – | – |
| N1–N2 | SDR…/EDR… | WDN00U | SDR…/EDR… | WDN00U | SDR…/EDR… | WDN00U |
| N3 | SDR…/EDR… | WDN00U | SDR…/EDR… | WDN00U | SDR…/EDR… | WDN00U |
| S1–S2 | – | – | – | – | – | – |
| S3 | – | – | – | – | – | – |
| S4 | – | – | – | – | – | – |
| H1 | – | – | – | – | – | – |
Avances iniciales recomendados [mm]
| ae/D1 = | 0,2 | 0,3 | 0,4 |
| fz-Factor | 1,5 | 1,3 | 1,0 |
| vc-Factor | 1,3 | 1,2 | 1,1 |
| Insert Geometry | Programmed Feed per Tooth (fz) at a % of Radial Depth of Cut (ae) | Insert Geometry | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| SDR… | 0,08 | 0,17 | 0,33 | 0,06 | 0,13 | 0,25 | 0,06 | 0,11 | 0,22 | 0,05 | 0,10 | 0,20 | 0,05 | 0,10 | 0,20 | SDR… |
| EDR… | 0,08 | 0,17 | 0,33 | 0,06 | 0,13 | 0,25 | 0,06 | 0,11 | 0,22 | 0,05 | 0,10 | 0,20 | 0,05 | 0,10 | 0,20 | EDR… |
| Light
|
General
|
Heavy
|
| ae/D1 = | 0,2 | 0,3 | 0,4 |
| fz-Factor | 1,5 | 1,3 | 1,0 |
| vc-Factor | 1,3 | 1,2 | 1,1 |
Recommended Starting Feeds [IPT]
| ae/D1 = | 0.2 | 0.3 | 0.4 |
| fz-Factor | 1.5 | 1.3 | 1.0 |
| vc-Factor | 1.3 | 1.2 | 1.1 |
| Light
|
General
|
Heavy
|
| Insert Geometry | Programmed Feed per Tooth (fz) at a % of Radial Depth of Cut (ae) | Insert Geometry | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| SDR… | .003 | .007 | .011 | .003 | .005 | .008 | .002 | .004 | .007 | .002 | .004 | .006 | .002 | .004 | .006 | SDR… |
| EDR… | .003 | .007 | .011 | .003 | .005 | .008 | .002 | .004 | .007 | .002 | .004 | .006 | .002 | .004 | .006 | EDR… |
| ae/D1 = | 0.2 | 0.3 | 0.4 |
| fz-Factor | 1.5 | 1.3 | 1.0 |
| vc-Factor | 1.3 | 1.2 | 1.1 |
Velocidades iniciales recomendadas [m/min]
| ae/D1 = | 0,2 | 0,3 | 0,4 |
| fz-Factor | 1,5 | 1,3 | 1,0 |
| vc-Factor | 1,3 | 1,2 | 1,1 |
| ae/D1 = | 0,2 | 0,3 | 0,4 |
| fz-Factor | 1,5 | 1,3 | 1,0 |
| vc-Factor | 1,3 | 1,2 | 1,1 |
| Material Group | WDN00U | |||
| P | 1 | – | – | – |
| 2 | – | – | – | |
| 3 | – | – | – | |
| 4 | – | – | – | |
| 5 | – | – | – | |
| 6 | – | – | – | |
| M | 1 | – | – | – |
| 2 | – | – | – | |
| 3 | – | – | – | |
| K | 1 | – | – | – |
| 2 | – | – | – | |
| 3 | – | – | – | |
| N | 1–2 | 910 | 1980 | 4880 |
| 3 | 460 | 610 | 760 | |
| S | 1 | – | – | – |
| 2 | – | – | – | |
| 3 | – | – | – | |
| 4 | – | – | – | |
| H | 1 | – | – | – |
Recommended Starting Speeds [SFM]
| ae/D1 = | 0.2 | 0.3 | 0.4 |
| fz-Factor | 1.5 | 1.3 | 1.0 |
| vc-Factor | 1.3 | 1.2 | 1.1 |
| Material Group | WDN00U | |||
| P | 1 | – | – | – |
| 2 | – | – | – | |
| 3 | – | – | – | |
| 4 | – | – | – | |
| 5 | – | – | – | |
| 6 | – | – | – | |
| M | 1 | – | – | – |
| 2 | – | – | – | |
| 3 | – | – | – | |
| K | 1 | – | – | – |
| 2 | – | – | – | |
| 3 | – | – | – | |
| N | 1–2 | 3000 | 6500 | 16000 |
| 3 | 1500 | 2000 | 2500 | |
| S | 1 | – | – | – |
| 2 | – | – | – | |
| 3 | – | – | – | |
| 4 | – | – | – | |
| H | 1 | – | – | – |
| ae/D1 = | 0.2 | 0.3 | 0.4 |
| fz-Factor | 1.5 | 1.3 | 1.0 |
| vc-Factor | 1.3 | 1.2 | 1.1 |