
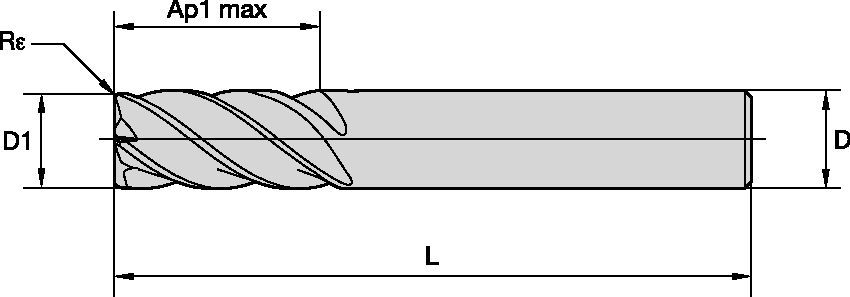
VariMill II ER • Series 5V0E • Square End • Eccentric Relief • 5 Flute • Inch
VariMill™
Features and benefits
- Unequal flute spacing.
- Center cutting.
- Optimized geometry for titanium and stainless steel.
- Single tool for both roughing and finishing operations requiring fewer setups.
- Standard items listed. Additional styles and coatings made to order.
Uses and application
Trochoidal Milling
Rectificado en rampa: Material en bruto
Ranurado: Placa cuadrada
Estilo de esquina: Radio de esquina
Estilo de esquina: Placa cuadrada
Mango — Liso cilíndrico
Mango — Weldon cilíndrico
Fresado lateral/Fresado en escuadra: Placa cuadrada
Ángulo de la hélice: 38°
Tool Dimensions: Flute Configuration: 5
SAFE-LOCK Shank
 <="" td="">
<="" td=""> <="" td="">
<="" td=""> <="" td="" />
<="" td="" />