Witamy
Potwierdź swoje preferencje
Aktualizuj preferencje
Sugestie dotyczące produktów
Product Family suggestions
Witaj, User Name
Wybrane konto:
Wystąpił problem z Twoim kontem. Skontaktuj się z działem obsługi klienta.
Konto kupującego
Zmień konto
Konto odbiorcy
Zmień konto
- Panel przyborów
- Zarządzaj zamówieniami
- Zarządzaj kanałami
- Książka adresowa
-
Powiadomienia
Oznacz wszystkie jako przeczytane - Zmień hasło
- Mój profil
- Wyloguj się
Pozycje
pomyślnie dodano do koszyka
Wyświetl koszyk
Wyświetl koszyk
Zaawansowane rozwiązania narzędziowe już w sprzedaży.
Kup teraz
Pozycje
pomyślnie dodano do koszyka
Wyświetl koszyk
Wyświetl koszyk
Edytuj
Dodaj
Nazwa : {{SolutionName}}- Produkty
- /
- Frezy składane
- /
- Frezy do frezowania rowków
- /
- Seria M16
- /
- M16 Series - Tool Bodies
- /
- M16 • Chwyt Weldon® • Metryczne
Sending to SolidCAM in progress...
Downloaded file will be available after import in the SolidCAM tool library.

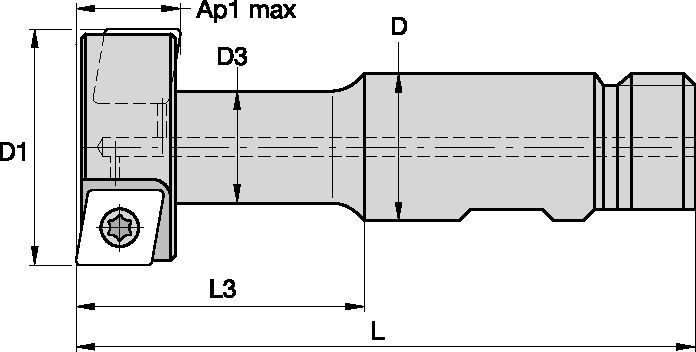
M16 • Chwyt Weldon® • Metryczne
Chwyty Weldon®
Właściwości i zalety
- Frez do rowków typu T.
- Idealny do obróbki stali i żeliwa.
Zastosowania
Slotting: Side
Milling - Through Coolant
Shank - Cylindrical Weldon 2 Flat
Slotting: T
Poradnik doboru płytek
| Material Group | Light
|
General
|
Heavy
|
|||
| Geometry | Grade | Geometry | Grade | Geometry | Grade | |
| P1–P2 | CPNT | WP40PM | CPNT | WP40PM | CPNT | WP40PM |
| P3–P4 | CPNT | WP35CM | CPNT | WP35CM | CPNT | WP35CM |
| P5–P6 | CPNT | WP35CM | CPNT | WP40PM | CPNT | WP40PM |
| M1–M2 | CPNT | WP40PM | CPNT | WP40PM | CPNT | WP40PM |
| M3 | CPNT | TN7535 | CPNT | WP35CM | CPNT | WP35CM |
| K1–K2 | CPNT | WK15CM | CPNT | WK15CM | CPNT | WK15CM |
| K3 | CPNT | WK15CM | CPNT | WP35CM | CPNT | WP35CM |
| N1–N2 | – | – | – | – | – | – |
| N3 | – | – | – | – | – | – |
| S1–S2 | – | – | – | – | – | – |
| S3 | – | – | – | – | – | – |
| S4 | – | – | – | – | – | – |
| H1 | – | – | – | – | – | – |
Zalecane startowe wartości posuwu [mm]
| Insert Geometry | Programmed Feed per Tooth (fz) at a % of Radial Depth of Cut (ae) | Insert Geometry | ||||||||||||||
| 5 % | 10 % | 20 % | 30 % | 40
|
||||||||||||
| CPNT06 | 0,12 | 0,29 | 0,46 | 0,09 | 0,21 | 0,33 | 0,07 | 0,16 | 0,25 | 0,06 | 0,14 | 0,22 | 0,05 | 0,13 | 0,20 | CPNT06 |
| CPNT08 | 0,12 | 0,29 | 0,46 | 0,09 | 0,21 | 0,33 | 0,07 | 0,16 | 0,25 | 0,06 | 0,14 | 0,22 | 0,05 | 0,13 | 0,20 | CPNT08 |
| CPNT09 | 0,12 | 0,29 | 0,46 | 0,08 | 0,21 | 0,33 | 0,06 | 0,16 | 0,25 | 0,06 | 0,14 | 0,22 | 0,05 | 0,13 | 0,20 | CPNT09 |
| CPNT12 | 0,12 | 0,35 | 0,58 | 0,08 | 0,25 | 0,42 | 0,06 | 0,19 | 0,32 | 0,06 | 0,16 | 0,28 | 0,05 | 0,15 | 0,25 | CPNT12 |
| Light
|
General
|
Heavy
|
Zalecane wyjściowe wartości prędkości skrawania [m/min]
| Material Group | THM | TTM08 | WK15CM | WP35CM | WP40PM | |||||||||||
| P | 0 | – | – | – | – | – | – | – | – | – | 455 | 395 | 370 | 295 | 260 | 245 |
| 1 | – | – | – | 230 | 200 | 190 | – | – | – | 455 | 395 | 370 | 295 | 260 | 245 | |
| 2 | – | – | – | 195 | 170 | 140 | – | – | – | 280 | 255 | 230 | 250 | 215 | 180 | |
| 3 | – | – | – | 180 | 150 | 125 | – | – | – | 255 | 230 | 205 | 230 | 195 | 160 | |
| 4 | – | – | – | 160 | 130 | 105 | – | – | – | 190 | 175 | 160 | 205 | 170 | 135 | |
| 5 | – | – | – | – | – | – | – | – | – | 260 | 230 | 210 | 170 | 155 | 135 | |
| 6 | – | – | – | – | – | – | – | – | – | 160 | 135 | 110 | 150 | 115 | 90 | |
| M | 1 | – | – | – | – | – | – | – | – | – | 205 | 185 | 155 | 195 | 170 | 155 |
| 2 | – | – | – | – | – | – | – | – | – | 185 | 160 | 140 | 175 | 150 | 125 | |
| 3 | – | – | – | – | – | – | – | – | – | 145 | 130 | 115 | 130 | 115 | 90 | |
| K | 1 | 120 | 90 | 75 | – | – | – | 420 | 385 | 340 | 295 | 265 | 240 | – | – | – |
| 2 | 125 | 100 | 70 | – | – | – | 335 | 295 | 275 | 235 | 210 | 190 | – | – | – | |
| 3 | 130 | 95 | 60 | – | – | – | 280 | 250 | 230 | 195 | 175 | 160 | – | – | – | |
| N | 1 | 900 | 600 | 500 | – | – | – | – | – | – | – | – | – | – | – | – |
| 2 | 685 | 465 | 385 | – | – | – | – | – | – | – | – | – | – | – | – | |
| 3 | 450 | 280 | 200 | – | – | – | – | – | – | – | – | – | – | – | – | |
| S | 1 | – | – | – | – | – | – | – | – | – | – | – | – | 40 | 35 | 30 |
| 2 | – | – | – | – | – | – | – | – | – | – | – | – | 40 | 35 | 30 | |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | 50 | 40 | 30 | |
| 4 | – | – | – | – | – | – | – | – | – | 66 | 50 | 33 | 65 | 50 | 35 | |
| H | 1 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |