Hoş Geldiniz
Lütfen tercihlerinizi onaylayın
Tercihleri Güncelle
Ürün Önerileri
Product Family suggestions
Merhaba, User Name
Seçtiğiniz Hesap:
There is an issue with your account. Please contact customer support.
Sold To Account
Hesabı Değiştir
Ship To Account
Hesabı Değiştir
- Kontrol Paneli
- Siparişleri Yönet
- Kanalları Yönet
- Adres Defteri
-
Bildirimler
Tümünü okundu olarak işaretle - Parolayı Değiştir
- Profilim
- Oturumu Kapat
Ürün(ler)
sepete başarıyla eklendi
Sepeti Görüntüle
Sepeti Görüntüle
Güçlü takımlama çözümleri indirimde.
Şimdi satın alın.
Ürün(ler)
sepete başarıyla eklendi
Sepeti Görüntüle
Sepeti Görüntüle
Editing Solution
Adding Solution
Solution Name: {{SolutionName}}- Ürünler
- /
- TOP DRILL™ Modular X • 12 x D • Flanged Round Shank • Inch
Sending to SolidCAM in progress...
Downloaded file will be available after import in the SolidCAM tool library.

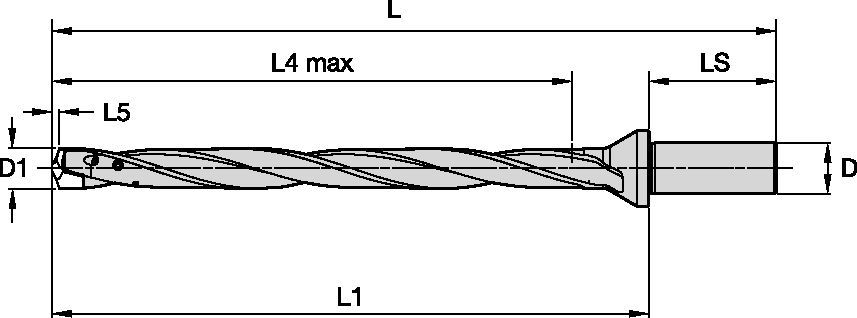
TOP DRILL™ Modular X • 12 x D • Flanged Round Shank • Inch
TDMX • 12 x D • Flanged Round Shank • Inch
Özellikler ve avantajlar
- Flanged shank with a single flat for maximum rigidity
- Internal coolant channels
- Front clamping. No needs to disassemble the body from the tool holder to change the insert
- Highly engineered pocket seat design for high stability even in critical operations
Kullanım ve uygulama alanları
Drilling
Drilling: Inclined Entry
Drilling: Inclined Exit
Drilling: Stacked Plates
Drilling - Through Coolant
Shank - Cylindrical Plain
38513
Drilling: Cross-Hole Drilling
| Metric | ||
| tolerance | ||
| Insert Type | TDMX….PK; MS; FP | TDMX…FPE |
| D1 | Tolerance k7 | Tolerance s7 |
| 16-18 | .+0,001/+0.019 | .+0.028/+0.046 |
| >18-30 | .+0,002/+0,023 | .+0,035/+0,056 |
| >30-40 | .+0,002/+0,027 | .+0,043/+0,068 |
| Inch | ||
| tolerance | ||
| Insert Type | TDMX….PK | |
Uygulama bilgisi • PK(M)• WP40PD • Metrik
 <="" td=""> <="" td=""> |  <="" td=""> <="" td=""> |  <="" td="" /> <="" td="" /> |
||||||||
| Cutting Speed
|
||||||||||
| Range
|
Recommended Feed Rate (f) by Diameter | |||||||||
| Material
|
Min | Starting Value | Max | Tool Diameter
|
16,0 | 20,0 | 25,0 | 32,0 | 40,0 | |
| P | 1 | 90 | 125 | 170 | mm/r | 0,19–0,45 | 0,25–0,48 | 0,25–0,52 | 0,28–0,57 | 0,29–0,60 |
| 2 | 105 | 140 | 180 | mm/r | 0,23–0,46 | 0,28–0,50 | 0,30–0,52 | 0,33–0,57 | 0,35–0,60 | |
| 3 | 50 | 75 | 100 | mm/r | 0,23–0,46 | 0,28–0,50 | 0,30–0,52 | 0,33–0,57 | 0,35–0,60 | |
| 4 | 50 | 75 | 100 | mm/r | 0,19–0,45 | 0,22–0,48 | 0,25–0,50 | 0,28–0,55 | 0,29–0,58 | |
| 5 | 50 | 65 | 80 | mm/r | 0,16–0,32 | 0,18–0,36 | 0,22–0,42 | 0,24–0,46 | 0,25–0,48 | |
| 6 | 50 | 65 | 80 | mm/r | 0,16–0,32 | 0,18–0,36 | 0,22–0,42 | 0,24–0,46 | 0,25–0,48 | |
| M | 1 | 40 | 80 | 110 | mm/r | 0,11–0,26 | 0,13–0,28 | 0,13–0,32 | 0,14–0,35 | 0,15–0,37 |
| 2 | 35 | 55 | 75 | mm/r | 0,11–0,26 | 0,13–0,28 | 0,13–0,32 | 0,14–0,35 | 0,15–0,37 | |
| 3 | 20 | 35 | 50 | mm/r | 0,11–0,26 | 0,13–0,28 | 0,13–0,32 | 0,14–0,35 | 0,15–0,37 | |
| K | 1 | 60 | 95 | 170 | mm/r | 0,25–0,48 | 0,28–0,52 | 0,32–0,56 | 0,35–0,62 | 0,37–0,65 |
| 2 | 60 | 75 | 90 | mm/r | 0,25–0,48 | 0,28–0,52 | 0,32–0,56 | 0,35–0,62 | 0,37–0,65 | |
| 3 | 40 | 65 | 90 | mm/r | 0,21–0,44 | 0,23–0,48 | 0,25–0,50 | 0,28–0,55 | 0,29–0,58 | |
Uygulama bilgisi • FPE(M) • WM15PD • Metrik
| Material
|
<="" td=""> | <="" td="" /> |
||||||||
| Cutting Speed
|
||||||||||
| Range
|
Recommended Feed Rate (f) by Diameter | |||||||||
| – | – | Min | Starting Value | Max | Tool Diameter
|
16,0 | 20,0 | 25,0 | 32,0 | 40,0 |
| M | 1 | 40 | 80 | 110 | mm/r | 0,11 – 0,26 | 0,13 – 0,28 | 0,13 – 0,32 | 0,14 – 0,35 | 0,15 – 0,37 |
| 2 | 35 | 55 | 75 | mm/r | 0,11 – 0,26 | 0,13 – 0,28 | 0,13 – 0,32 | 0,14 – 0,35 | 0,15 – 0,37 | |
| 3 | 20 | 35 | 50 | mm/r | 0,11 – 0,26 | 0,13 – 0,28 | 0,13 – 0,32 | 0,14 – 0,35 | 0,15 – 0,37 | |
| K | 1 | 90 | 135 | 175 | mm/r | 0,19 – 0,25 | 0,22 – 0,29 | 0,29 – 0,38 | 0,32 – 0,43 | 0,33 – 0,50 |
| 2 | 80 | 120 | 140 | mm/r | 0,19 – 0,25 | 0,22 – 0,29 | 0,29 – 0,38 | 0,32 – 0,43 | 0,33 – 0,50 | |
| 3 | 70 | 110 | 125 | mm/r | 0,18 – 0,26 | 0,21 – 0,29 | 0,23 – 0,37 | 0,25 – 0,42 | 0,27 – 0,46 | |
| N | 1 | 90 | 155 | 220 | mm/r | 0,25 – 0,50 | 0,28 – 0,56 | 0,32 – 0,63 | 0,32 – 0,70 | 0,32 – 0,70 |
| 2 | 90 | 155 | 220 | mm/r | 0,25 – 0,50 | 0,28 – 0,56 | 0,32 – 0,63 | 0,32 – 0,70 | 0,32 – 0,70 | |
| 3 | 80 | 120 | 160 | mm/r | 0,25 – 0,50 | 0,28 – 0,56 | 0,32 – 0,63 | 0,32 – 0,70 | 0,32 – 0,70 | |
| 4 | 90 | 155 | 220 | mm/r | 0,25 – 0,50 | 0,28 – 0,56 | 0,32 – 0,63 | 0,32 – 0,70 | 0,32 – 0,70 | |
| 5 | 160 | 200 | 240 | mm/r | 0,25 – 0,50 | 0,28 – 0,56 | 0,32 – 0,63 | 0,32 – 0,70 | 0,32 – 0,70 | |
| 6 | 160 | 200 | 240 | mm/r | 0,25 – 0,50 | 0,28 – 0,56 | 0,32 – 0,63 | 0,32 – 0,70 | 0,32 – 0,70 | |
| S | 1 | 20 | 40 | 60 | mm/r | 0,07 – 0,12 | 0,09 – 0,14 | 0,11 – 0,17 | 0,13 – 0,20 | 0,16 – 0,25 |
| 2 | 15 | 30 | 45 | mm/r | 0,07 – 0,12 | 0,09 – 0,14 | 0,11 – 0,17 | 0,13 – 0,20 | 0,16 – 0,25 | |
| 3 | 15 | 30 | 45 | mm/r | 0,07 – 0,12 | 0,09 – 0,14 | 0,11 – 0,17 | 0,13 – 0,20 | 0,16 – 0,25 | |
| 4 | 10 | 25 | 40 | mm/r | 0,07 – 0,12 | 0,13 – 0,20 | 0,16 – 0,25 | 0,18 – 0,28 | 0,21 – 0,31 | |
Application Data • MS(M) • WM15PD • Inch
| <="" td=""> | <="" td="" /> |
|||||||||
| Cutting Speed
|
||||||||||
| Range
|
Recommended Feed Rate (f) by Diameter | |||||||||
| Material
|
– | Min | Starting Value | Max | Tool Diameter
|
0.630 | 0.787 | 1.000 | 1.260 | 1.575 |
| M | 1 | 131 | 262 | 361 | IPR | .004 – .010 | .005 – .012 | .005 – .013 | .006 – .014 | .006 – .015 |
| 2 | 115 | 180 | 246 | IPR | .004 – .010 | .005 – .012 | .005 – .013 | .006 – .014 | .006 – .015 | |
| 3 | 66 | 115 | 164 | IPR | .004 – .010 | .005 – .012 | .005 – .013 | .006 – .014 | .006 – .015 | |
| K | 1 | 295 | 443 | 574 | IPR | .007 – .010 | .009 – .019 | .011 – .015 | .013 – .017 | .013 – .020 |
| 2 | 262 | 394 | 459 | IPR | .007 – .010 | .009 – .019 | .011 – .015 | .013 – .017 | .013 – .020 | |
| 3 | 230 | 361 | 410 | IPR | .007 – .010 | .009 – .019 | .009 – .015 | .010 – .017 | .011 – .020 | |
| N | 1 | 295 | 508 | 722 | IPR | .010 – .020 | .011 – .022 | .013 – .025 | .013 – .028 | .013 – .028 |
| 2 | 295 | 508 | 722 | IPR | .010 – .020 | .011 – .022 | .013 – .025 | .013 – .028 | .013 – .028 | |
| 3 | 262 | 394 | 525 | IPR | .010 – .020 | .011 – .022 | .013 – .025 | .013 – .028 | .013 – .028 | |
| 4 | 295 | 508 | 722 | IPR | .010 – .020 | .011 – .022 | .013 – .025 | .013 – .028 | .013 – .028 | |
| 5 | 525 | 656 | 787 | IPR | .010 – .020 | .011 – .022 | .013 – .025 | .013 – .028 | .013 – .028 | |
| 6 | 525 | 656 | 787 | IPR | .010 – .020 | .011 – .022 | .013 – .025 | .013 – .028 | .013 – .028 | |
| S | 1 | 66 | 131 | 197 | IPR | .003 – .005 | .004 – .006 | .004 – .007 | .005 – .008 | .006 – .010 |
| 2 | 49 | 98 | 148 | IPR | .003 – .005 | .004 – .006 | .004 – .007 | .005 – .008 | .006 – .010 | |
| 3 | 49 | 98 | 148 | IPR | .003 – .005 | .004 – .006 | .004 – .007 | .005 – .008 | .006 – .010 | |
| 4 | 33 | 82 | 131 | IPR | .003 – .005 | .005 – .008 | .006 – .010 | .007 – .011 | .008 – .012 | |