

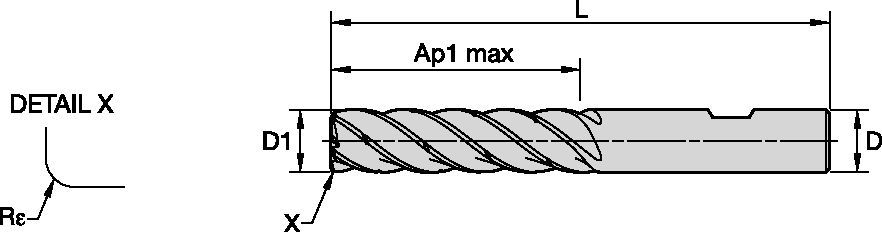
VariMill™ Talaş yarıcı özellikli • Radyüslu • 5 Kanal • 3 x D • Weldon® Şaft • Metrik
Dinamik frezeleme için yüksek performanslı Karbür parmak freze
Özellikler ve avantajlar
- Mükemmel talaş boşalması ve yüksek yüzey kalitesi için talaş yarıcı özellikli
- Çelik, paslanmaz çelik ve ısıl dirençli alaşımlar için 5 kanallı karbür parmak freze.
- Maksimum talaş kaldırma oranları için 3xD kesme boyu.
- Eşit olmayan kanal aralığı titreşimleri azaltır ve takım ömrünü uzatır.
Kullanım ve uygulama alanları
Trochoidal Milling
Helical Milling
Ramping: Blank
Corner Style: Corner Radius
Side Milling/Shoulder Milling: Square End
Helix Angle: 38°
Tool Dimensions: Flute Configuration: 5