
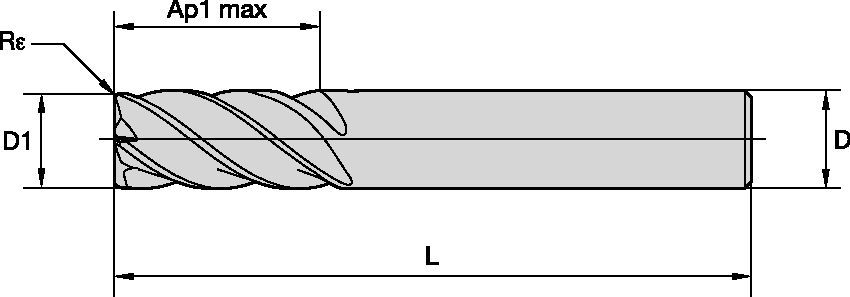
VariMill II ER • 577E Serisi • Dik kenar uç • Merkezden kaçık sırt düşürme • 5 Kanal • Metrik
VariMill II™ ER • 577E Serisi • Metrik
Özellikler ve avantajlar
- Eşit olmayan bölüntülü kanal.
- Merkezden kesme.
- Titanyum işleme için en uygun duruma getirilmiş geometri.
- Daha az kurulum gerektiren kaba işleme ve hassas son işleme işlemleri için tek takım.
- Standart ürünler listelenmiştir. Sipariş üzerine yapılan ek tipler ve kaplamalar.
Kullanım ve uygulama alanları
Trochoidal Milling
Ramping: Blank
Slotting: Square End
Corner Style: Corner Radius
Corner Style: Square End
Shank - Cylindrical Plain
Shank - Cylindrical Weldon
Side Milling/Shoulder Milling: Square End
Helix Angle: 38°
Tool Dimensions: Flute Configuration: 5
SAFE-LOCK Shank
 <="" td="">
<="" td=""> <="" td="">
<="" td=""> <="" td="" />
<="" td="" />