

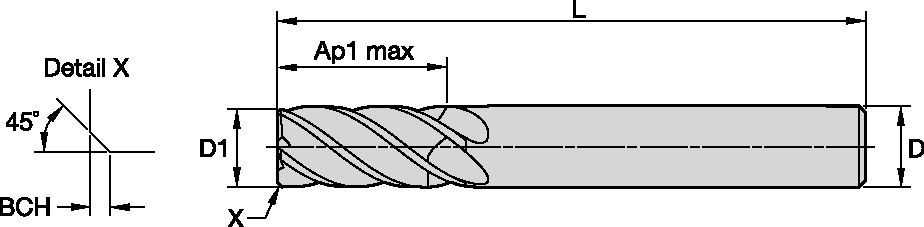
WCE5 • Seri W501 • Pahlı • 5 Kanal • Düz şaft • Metrik
Çok yönlü 5 kanallı karbür parmak freze
Özellikler ve avantajlar
- WU20PE Kalite
- Çeşitli uygulamalarda performansı artırmak için 38 derece helis
- Titreşimi ve,veya kavrama salınım titreşimini azaltmak için eşit olmayan konumlama
- Çelik, paslanmaz çelik ve dökme demir malzemelerde titreşim sönümlemesinde ve takım ömründe artış sağlayan merkezden kaçık sırt düşürme
- Sürdürülebilir sağlamlığı artırmak ve daha iyi talaş boşalmasını sağlamak için konik öz
Kullanım ve uygulama alanları
Trochoidal Milling
Helical Milling
Ramping: Blank
Side Milling/Shoulder Milling: Square End
 <="" td="">
<="" td=""> <="" td="">
<="" td=""> <="" td="" />
<="" td="" />