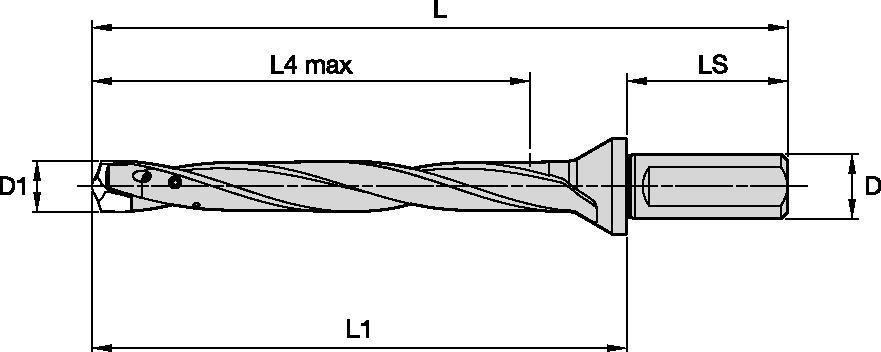
TOP DRILL™ Modular X • 8 x D • Side Lock Shank • Inch
TDMX • 8 x D • Side Lock Shank • Inch
Uses and application
Zylinderschaft – mit Spannfläche
Drilling
Drilling: Inclined Entry
Drilling: Inclined Exit
Drilling: Stacked Plates
Through Coolant: Radial: Drilling
38513
Drilling: Cross-Hole Drilling
Features and benefits
- Flanged shank with a single flat for maximum rigidity
- Internal coolant channels
- Front clamping. No needs to disassemble the body from the tool holder to change the insert
- Highly engineered pocket seat design for high stability even in critical operations
Maschinenseite
loading...
Werkstückseite
loading...
 <="" td="">
<="" td=""> <="" td="">
<="" td=""> <="" td="" />
<="" td="" />