Willkommen
Bestätigen Sie bitte Ihre Präferenzen
Einstellungen aktualisieren
Produktvorschläge
Product Family suggestions
WIDIA steht Ihnen zur Diensten
Hallo, User Name
Das von Ihnen ausgewählte Konto:
Es gibt ein Problem mit Ihrem Konto. Bitte kontaktieren Sie den Kundendienst.
Kundenkonto
Konto ändern
Lieferadresse
Konto ändern
- Übersicht
- Bestellungen verwalten
- Kanäle verwalten
- Adressbuch
-
Notifications
Mark all as read - Passwort ändern
- Mein Profil
- Abmelden
Artikel
erfolgreich zum Warenkorb hinzugefügt
Warenkorb anzeigen
Warenkorb anzeigen
Leistungsstarke Werkzeuglösungen jetzt im Angebot.
Bestellen Sie jetzt!
- Ressourcen
- /
- Rechner für den Maschinenbau
- /
- Schaftfräsen
- /
- Anzugsmoment und Antriebsleistung für KM Vollhartmetall-Schaftfräser
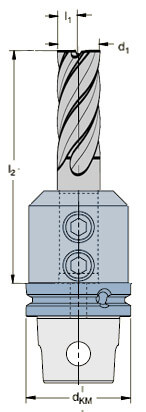
Anzugsmoment und Antriebsleistung für KM Vollhartmetall-Schaftfräser
Für feste 0º Einstellwinkel – Positiver Spanflächen-Walzenstirnfräser mit KM-Schnellwechselwerkzeug
These calculations are based upon theoretical values and are only intended for planning purposes. Actual results will vary. No responsibility from Kennametal is assumed.