Chip Thinning for Increased Metal Removal Rates in CNC Machining
In today’s competitive machined component market, companies seeking to get more out of existing CNC Machines constantly look for ways to increase Metal Removal Rates (MRR) i.e. removing more metal in less time. One of the best ways to increase MRR is through more aggressive spindle speeds and feed rates. To accomplish this, it takes more than simply turning up the parameters in the CNC program – one must account for chip formation. Creating proper metal chips and getting them out of the way of the cutting tool is critical to machining faster.
In this post, we examine the concept of chip thinning in CNC Milling applications, and its impact on enabling higher feed rates in machining applications.
This diagram below shows the impact of radial width of cut, and its effect on chip thickness. When the radial WOC is 40 percent or less, the average chip thickness reduces, and the feed rate must be increased to compensate.
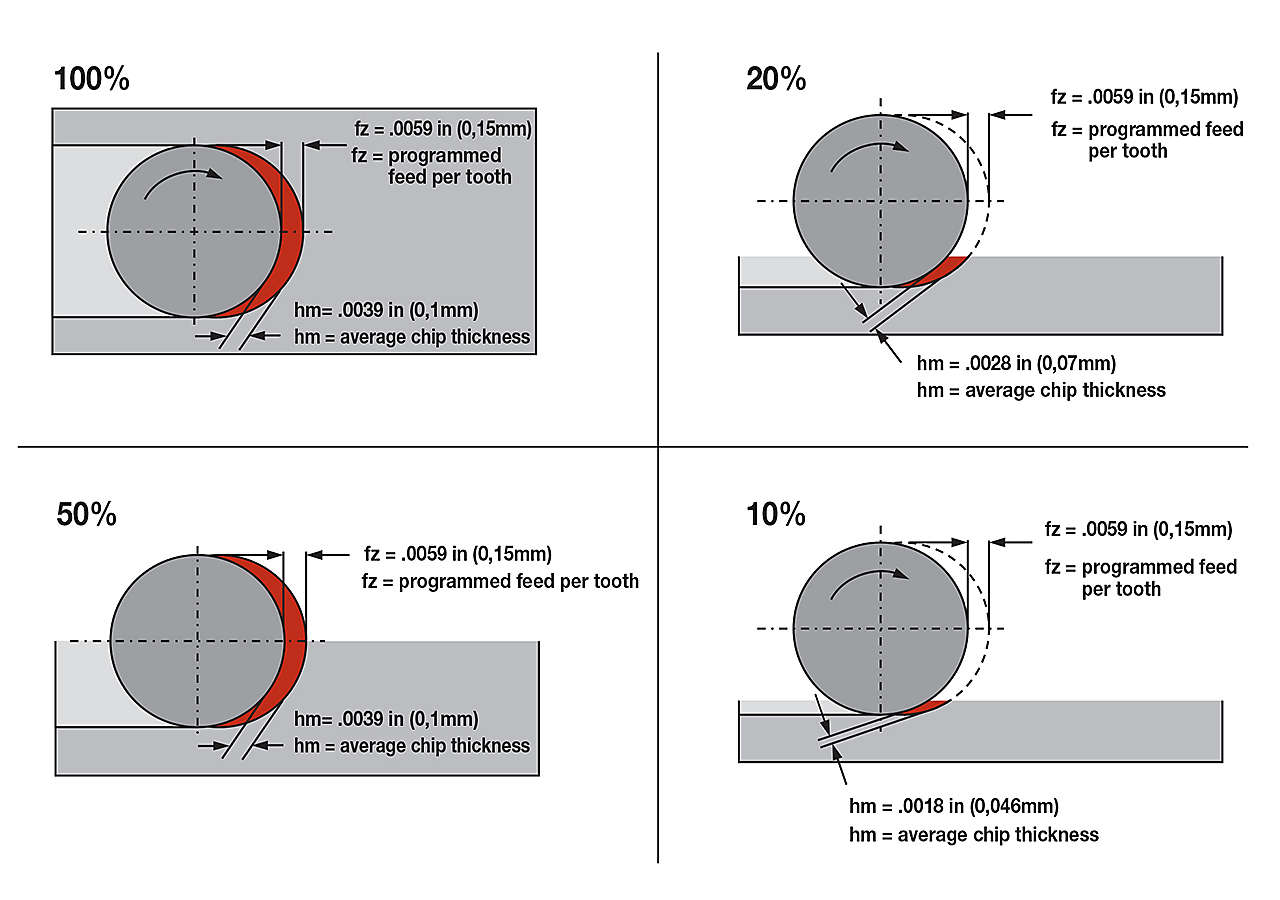
In the upper left-hand corner, you can see a full width pass which is 100% engagement. As the cutter is rotating clockwise, the cutting edge enters the cut at .000 chip load. As it progresses through the rotation, the chip load increases to the programmed chip load (Fz) until it passes center. This portion of the full pass is known as conventional milling. As the chip is very light at the start, more heat is generated which can damage carbide. As the cutting edge moves past the centerline, the chip load decreases from the programmed Fz, progressively back to .000. This portion of the full pass is known as climb milling. In this motion, the chip starts at its maximum and decreases which generates less heat, better finishes, and higher tool life. Since climb milling is the preferred method in milling, a 2/3 relationship is recommended between the cutter diameter and the width of cut. This ensures a climb cut engagement. However, at times the width is less than the 2/3 recommendation. Generally, feed rate compensation is not required until you get to 40% and less. The average chip load, hm, is generally used when widths of cut vary, so the maximum is not exceeded. In the case above, notice the average chip thickness is .0042 and the programmed feed is .006.
In the lower left-hand corner, at 50% engagement, the average chip thickness (hm) is still at .0042 and the programmed feed is .006. No compensation is required, although notice we are now in a climb cut motion. This is desirable for milling.
In the upper right-hand corner, at 20% engagement, big changes start to happen to the average chip thickness (hm). At a programmed chip load (Fz) of .006, the actual chip load is .0026, which may be below the recommended range for the cutting edge (profile, edge prep, etc.). To maintain the average chip load of .0042, the programmed chip load (Fz) must be increased to .0093.
Last, in the lower right-hand corner, the radial engagement is now 10%. The actual chip load is .0018, which may be below the recommended range for the cutting edge. This low chip load causes excessive heat generation and can cause the cutting edge to fail prematurely. To maintain the average chip load (hm) of .0042, the programmed feed per tooth must be increased to .0132.
Recognizing these changes, based on the radial width percentage can increase tool life and production rates. To find the radial percentage of engagement, use ae/D1 (WOC/Cutter Diameter).
Ex – .05/1.000 = 5%
Ex – .50/2.000 = 25%
These examples all show how important chip thinning is, as when done properly, it enables increased feed rates. If a chip load is too low, the cutting edge can generate excessive heat which can damage the carbide and reduce tool life. The excess heat can have other effects, such as work hardening certain materials.