ようこそ
設定をご確認ください
設定の更新
提案製品
Product Family suggestions
ソリューション編集
ソリューション追加
ソリューション名:{{SolutionName}}- 製品
- /
- スローアウェイミーリング
- /
- コピーミル
- /
- M170シリーズ
- /
- M170 Series - Tool Bodies
- /
- RD07
- /
- M170 • Weldon®シャンクRD0702..• メトリック
Sending to {{cadTool}} in progress...
Downloaded file will be available after import in the {{cadTool}} tool library.
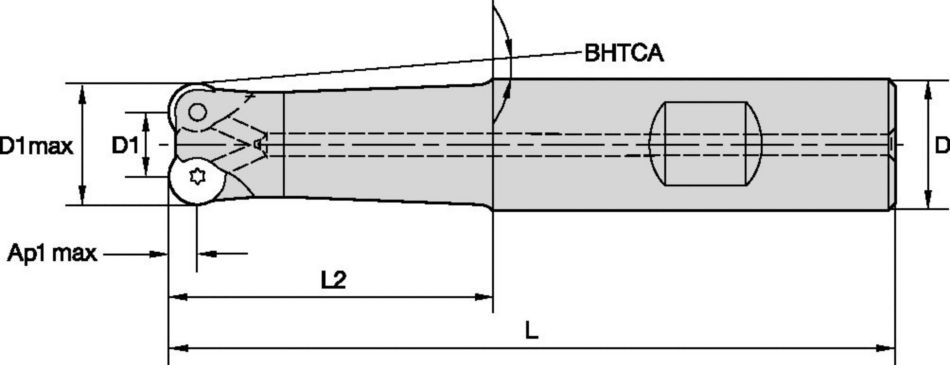
M170 • Weldon®シャンクRD0702..• メトリック
Weldon®シャンク • RD0702..
特徴と利点
- Premium nickel-coated bodies.
- Designed for maximum performance.
- Ideally suited for die and mold manufacturing.
使用法と用途
フェイスミーリング
ヘリカルミーリング
ランピング加工:ブランク
溝加工:スクエアエンド
側面加工/ショルダー加工:ボールノーズ
3Dプロファイル加工
ミーリング — スルークーラント
シャンク — ストレートWeldon 2 フラット
ポケット溝加工
インサート選択の手引き
| Light | General | Heavy | ||||
| Material | Geometry | Grade | Geometry | Grade | Geometry | Grade |
| P1–P2 | – | – | – | – | – | – |
| P3–P4 | MH | TN2505 | MH | TN6525 | MH | TN6540 |
| P5–P6 | MH | TN2505 | MH | TN6525 | MH | TN6540 |
| M1–M2 | – | – | – | – | – | – |
| M3 | – | – | – | – | – | – |
| K1–K2 | MH | TN2505 | MH | TN2505 | MH | TN6525 |
| K3 | MH | TN2505 | MH | TN2505 | MH | TN6525 |
| N1–N2 | – | – | – | – | – | – |
| N3 | – | – | – | – | – | – |
| S1–S2 | – | – | – | – | – | – |
| S3 | – | – | – | – | – | – |
| S4 | – | – | – | – | – | – |
| H1 | MH | TN2505 | MH | TN2505 | – | – |
| Insert Geometry | Programmed Feed per Tooth (fz) at a % of Radial Depth of Cut (ae) | Insert Geometry | ||||||||||||||
| 5 % | 10 % | 20 % | 30 % | 40 | ||||||||||||
| MH | 0,23 | 0,46 | 0,74 | 0,17 | 0,33 | 0,54 | 0,13 | 0,25 | 0,40 | 0,11 | 0,22 | 0,35 | 0,10 | 0,20 | 0,32 | MH |
| Insert Geometry | Programmed Feed per Tooth (fz) at a % of Radial Depth of Cut (ae) | Insert Geometry | ||||||||||||||
| 5 % | 10 % | 20 % | 30 % | 40 | ||||||||||||
| MH | 0,28 | 0,56 | 0,91 | 0,20 | 0,41 | 0,65 | 0,15 | 0,31 | 0,49 | 0,13 | 0,27 | 0,43 | 0,12 | 0,24 | 0,39 | MH |
| Light | General | Heavy |
| Insert Geometry | Programmed Feed per Tooth (fz) at a % of Radial Depth of Cut (ae) | Insert Geometry | ||||||||||||||
| 5 % | 10 % | 20 % | 30 % | 40 | ||||||||||||
| MH | 0,45 | 0,91 | 1,47 | 0,32 | 0,65 | 1,05 | 0,24 | 0,49 | 0,78 | 0,21 | 0,42 | 0,68 | 0,19 | 0,39 | 0,62 | MH |
| Insert Geometry | Programmed Feed per Tooth (fz) at a % of Radial Depth of Cut (ae) | Insert Geometry | ||||||||||||||
| 5 % | 10 % | 20 % | 30 % | 40 | ||||||||||||
| MH | 0,37 | 0,75 | 1,21 | 0,27 | 0,54 | 0,87 | 0,20 | 0,40 | 0,65 | 0,18 | 0,35 | 0,56 | 0,16 | 0,32 | 0,52 | MH |
推奨切削速度の開始値[m/min]
| Material Group | TN2505 | TN6525 | TN6540 | |||||||
| P | 1 | 550 | 420 | 360 | 410 | 320 | 280 | 360 | 280 | 240 |
| 2 | 320 | 240 | 205 | 320 | 250 | 215 | 250 | 190 | 170 | |
| 3 | 320 | 240 | 205 | 280 | 215 | 185 | 215 | 170 | 140 | |
| 4 | – | – | – | 235 | 170 | 145 | 180 | 130 | 110 | |
| 5 | – | – | – | 310 | 235 | 200 | 240 | 180 | 150 | |
| 6 | – | – | – | 205 | 160 | 130 | 160 | 120 | 100 | |
| M | 1 | – | – | – | 190 | 120 | 80 | 130 | 80 | 60 |
| 2 | – | – | – | 120 | 80 | 50 | 80 | 50 | 40 | |
| 3 | – | – | – | 125 | 80 | 55 | 85 | 50 | 40 | |
| K | 1 | 400 | 300 | 250 | 275 | 245 | 220 | 220 | 205 | 180 |
| 2 | 540 | 365 | 280 | 215 | 190 | 180 | 175 | 155 | 140 | |
| 3 | 310 | 190 | 155 | 180 | 160 | 145 | 155 | 145 | 125 | |
| N | 1 | – | – | – | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | – | – | – | |
| S | 1 | – | – | – | – | – | – | 50 | 35 | 30 |
| 2 | – | – | – | – | – | – | 25 | 20 | 10 | |
| 3 | – | – | – | – | – | – | 70 | 40 | 30 | |
| 4 | – | – | – | – | – | – | 60 | 30 | 25 | |
| H | 1 | 175 | 140 | 95 | – | – | – | – | – | – |
| 2 | 175 | 140 | 95 | – | – | – | – | – | – | |
| 3 | 140 | 115 | 80 | – | – | – | – | – | – | |