ようこそ
設定をご確認ください
設定の更新
提案製品
Product Family suggestions
ソリューション編集
ソリューション追加
ソリューション名: {{SolutionName}}- 製品
- /
- M95 SN12L5 IN SNHX
Sending to SolidCAM in progress...
Downloaded file will be available after import in the SolidCAM tool library.
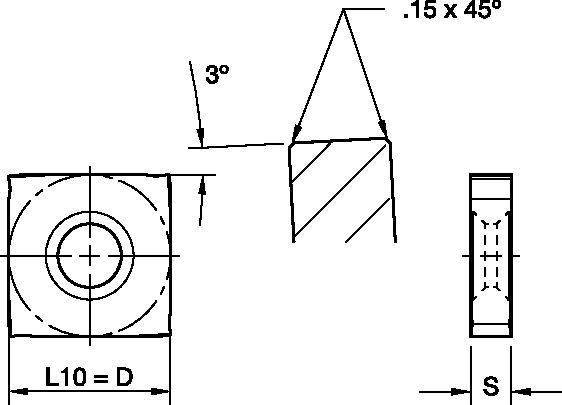
M95 SN12L5 IN SNHX
Inserts
Insert Selection Guide
| Material Group | Light
|
General
|
Heavy
|
|||
| Geometry | Grade | Geometry | Grade | Geometry | Grade | |
| P1–P2 | SNHX | WP40PM | SNHX | WP40PM | SNHX | WP40PM |
| P3–P4 | SNHX | WP35CM | SNHX | WP35CM | SNHX | WP35CM |
| P5–P6 | SNHX | WP35CM | SNHX | WP35CM | SNHX | WP35CM |
| M1–M2 | SNHX | WP40PM | SNHX | WP40PM | SNHX | WP40PM |
| M3 | SNHX | WP35CM | SNHX | WP35CM | SNHX | WP35CM |
| K1–K2 | SNHX | WK15CM | SNHX | WK15CM | SNHX | WK15CM |
| K3 | SNHX | WP35CM | SNHX | WP35CM | SNHX | WP35CM |
| N1–N2 | – | – | – | – | – | – |
| N3 | – | – | – | – | – | – |
| S1–S2 | – | – | – | – | – | – |
| S3 | – | – | – | – | – | – |
| S4 | – | – | – | – | – | – |
| H1 | – | – | – | – | – | – |
Recommended Starting Feeds [mm]
| Insert Geometry | Programmed Feed per Tooth (fz) at a % of Radial Depth of Cut (ae) | Insert Geometry | ||||||||||||||
| 5% | 10% | 20% | 30% | 40
|
||||||||||||
| SNHX | 0,12 | 0,28 | 0,71 | 0,08 | 0,20 | 0,51 | 0,06 | 0,15 | 0,38 | 0,06 | 0,13 | 0,33 | 0,05 | 0,12 | 0,30 | SNHX |
| Light
|
General
|
Heavy
|
Recommended Starting Speeds [m/min]
| Material Group | WK15CM | WP35CM | WP40PM | |||||||
| P | 0 | – | – | – | 455 | 395 | 370 | 295 | 260 | 245 |
| 1 | – | – | – | 455 | 395 | 370 | 295 | 260 | 245 | |
| 2 | – | – | – | 280 | 255 | 230 | 250 | 215 | 180 | |
| 3 | – | – | – | 255 | 230 | 205 | 230 | 195 | 160 | |
| 4 | – | – | – | 190 | 175 | 160 | 205 | 170 | 135 | |
| 5 | – | – | – | 260 | 230 | 210 | 170 | 155 | 135 | |
| 6 | – | – | – | 160 | 135 | 110 | 150 | 115 | 90 | |
| M | 1 | – | – | – | 205 | 185 | 155 | 195 | 170 | 155 |
| 2 | – | – | – | 185 | 160 | 140 | 175 | 150 | 125 | |
| 3 | – | – | – | 145 | 130 | 115 | 130 | 115 | 90 | |
| K | 1 | 420 | 385 | 340 | 295 | 265 | 240 | – | – | – |
| 2 | 335 | 295 | 275 | 235 | 210 | 190 | – | – | – | |
| 3 | 280 | 250 | 230 | 195 | 175 | 160 | – | – | – | |
| N | 1 | – | – | – | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | – | – | – | |
| S | 1 | – | – | – | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | – | – | – | |
| 4 | – | – | – | 66 | 50 | 33 | – | – | – | |
| H | 1 | – | – | – | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | – | – | – | |